- 品牌
- IOK
- 型号
- 001
- 产地
- 广东
- 厂家
- IOK
电气安全是电池箱设计的关键,需通过多重防护避免短路与触电风险。内部线束采用耐温 125℃的交联聚乙烯绝缘线,接口处使用防水航空插头,插拔寿命≥500 次。正负极汇流排之间保持≥10mm 的爬电距离,绝缘电阻≥100MΩ,通过 DC500V 绝缘耐压测试。箱体内安装熔断器与继电器,当检测到短路电流超过 200A 时,10ms 内切断回路。部分电池箱集成绝缘监测模块,实时测量电芯与箱体间的漏电流,超过 50mA 时触发声光报警。此外,箱体与接地端子可靠连接,接地电阻≤4Ω,形成完整的电气安全防护体系。电池箱 oem 流程要确保包装质量。浙江3U电池箱加工订制

现代电池箱已从单纯的物理载体升级为 “智能终端”,通过集成传感器与通信模块实现状态感知与远程管理。关键监控参数包括:电芯温度(精度 ±0.5℃,采样频率 1Hz)、单体电压(分辨率 1mV)、箱内气压(用于检测电芯泄漏)、振动加速度(判断安装稳定性)等。数据通过 CAN 总线或 4G/5G 模块传输至云端平台,运维人员可实时查看箱体状态,当检测到异常(如温度骤升 5℃/min)时,系统自动推送报警信息(响应时间≤10 秒)。功能扩展方面,部分电池箱集成定位模块(GPS / 北斗双模),适合移动场景(如物流车电池)的资产追踪;储能电池箱则增加烟雾传感器与气体探测器(检测 CO、H2 等特征气体),与消防系统联动实现早期预警。智能化还体现在自适应控制:根据电芯健康状态(SOH)调整充放电策略,例如当 SOH 低于 80% 时,自动限制充放电倍率;根据环境温度优化散热 / 加热功率,平衡能耗与电池寿命。这种智能化设计使电池箱的故障检出率提升至 95% 以上,大幅降低运维成本。东莞光伏电池箱外壳安全标准是电池箱 oem 流程的准则。
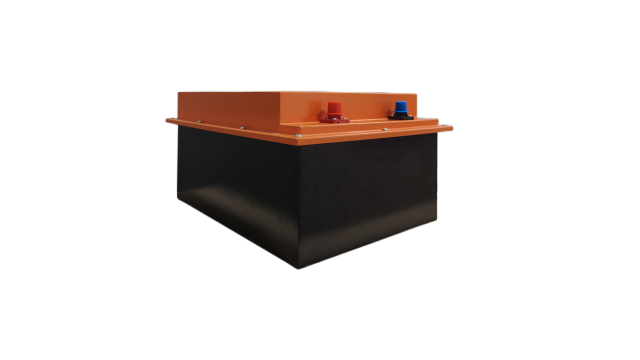
电池箱作为储能电池的关键承载与保护装置,其基础构造需兼顾结构强度与安全防护。外壳多采用 ABS 工程塑料、玻璃钢或冷轧钢板,厚度通常在 2-5mm,具备抗冲击、耐腐蚀特性。内部设有电池固定架,通过缓冲垫与限位槽固定电芯模块,避免振动导致的电极接触不良。箱体内壁常贴覆防火棉或阻燃涂层,耐火等级需达到 UL94 V-0 标准,延缓高温蔓延。防水设计是关键,接缝处采用硅胶密封圈,出线口配备防水格兰头,整体防护等级多为 IP65,可抵御雨水浸泡与粉尘侵入。此外,箱门配备气压撑杆与防盗锁具,既方便检修又防止非授权开启,确保电池组在复杂环境中稳定运行。
电池箱的电磁兼容(EMC)设计需同时满足发射与抗扰度要求。辐射发射通过箱体多点接地(接地电阻<0.1Ω)与内部屏蔽隔舱控制,在 30MHz-1GHz 频段内场强≤30dBμV/m,符合 CISPR 11 Class A 标准。传导发射通过输入端 EMI 滤波器(插入损耗≥60dB@10MHz)抑制,电压≤54dBμV(150kHz-500kHz)。抗扰度方面,通过 30kV 接触放电、15kV 空气放电的静电测试(IEC 61000-4-2),80MHz-1GHz、10V/m 的辐射抗扰度测试(IEC 61000-4-3),确保在复杂电磁环境下正常工作。储能电池箱 oem 流程有资料整理。

工作电压≥300V 的高压电池箱,其电气安全设计需构建 “绝缘监测 - 联锁保护 - 故障隔离” 三道防线。绝缘性能控制严苛:箱体与高压部件间采用玻璃纤维隔板(击穿电压≥20kV/mm),爬电距离≥12mm(污染等级 3);高压线束采用双层绝缘(耐温 150℃),与低压线间距≥50mm,绝缘电阻≥100MΩ(500V 兆欧表测量)。联锁保护机制多重冗余:箱门开启时,安全开关立即切断高压(响应时间<50ms),同时触发声光报警;维修时需插入专门的绝缘钥匙(耐压 10kV),解除联锁后才能操作;高压接口采用防误插设计(不同电压等级接口形状各异),避免人为错接。故障隔离通过智能熔断器:当检测到短路电流>500A 时,2ms 内熔断,切断故障回路;同时 BMS 向整车控制器发送故障码,禁止高压上电。这些措施使高压电池箱的触电风险降至百万分之一以下,通过 IEC 61140 与 GB/T 18384.3 双重认证。电池箱的充电接口需具备防反接设计,避免误操作损坏电芯。上海不锈钢电池箱专业钣金加工厂家
电池箱的散热通道设计应避免冷热空气对冲,提升散热效率。浙江3U电池箱加工订制
极端环境下的电池箱需特殊设计用以保障可靠性。高原地区使用的电池箱需要补偿气压,通过透气膜平衡内外气压,避免密封失效,同时电器元件满足海拔 5000 米的绝缘要求。高温沙漠环境的电池箱采用双层壳体设计,中间填充隔热棉,反射率达 80% 的铝箔层可减少太阳辐射热吸收,内部风扇转速提升至 3000rpm 增强散热。寒冷地区的电池箱则配备伴热带,在 - 30℃环境下可将箱内温度维持在 10℃以上,配合低冰点电解液,确保电池容量保持率≥80%。。浙江3U电池箱加工订制

主板故障原因:人为因素:电脑本身就是为用户休闲与工作提供便捷的载体,用户作为电脑的主要接触者,在使用过程中,由于其本身的非专业性,导致经常性的不规范操作现象,从而导致主板性能下降,造成主板故障。例如,在安装设备时,安装位置错误或与主板及其他相关元器件接触等,都会在一定程度上引起主板故障。环境因素:在主板运行或储存时,由于外界环境的影响,主板性能也会发生一定程度的变化,主要的故障原因可分为两种:其一,在雷击或供电不稳的情况下,引发主板故障,属于一种不可抗拒因素;其二,由于主板所处环境温度、静电、灰尘、湿度等原因,导致主板芯片在运行时被损坏。元器件质量因素:元器件是电脑主板的重要组成部分,其本身质...
- 河南微型主板市场价格 2021-05-26
- 辽宁电视主板咨询报价 2021-06-19
- 河南平板电脑主板价格表 2021-06-16
- 山东智能主板要多少钱 2021-06-08
- 辽宁手提电脑主板咨询报价 2021-06-02
- 安徽加工主板要多少钱 2021-05-28
- 甘肃主板 2021-06-07
- 广东智能主板要多少钱 2021-06-03
- 主板 2021-06-12
- 湖南现代化主板特价 2021-05-27



- 天津手提电脑主板平均价格 2021-05-30
- 江苏加工主板要多少钱 2021-06-02
- 广西平板电脑主板价格多少 2021-05-31
- 山西主板要多少钱 2021-05-29
- 湖南电脑主板要多少钱 2021-06-11
- 广西电视主板平均价格 2021-05-30



- 辽宁手提电脑主板咨询报价 06-02
- 安徽加工主板要多少钱 05-28
- 甘肃主板 06-07
- 广东智能主板要多少钱 06-03
- 主板 06-12
- 湖南现代化主板特价 05-27
- 现代化主板咨询报价 06-06
- 广西手提电脑主板平均价格 06-06
- 江苏电视机主板要多少钱 05-29
- 四川电视主板市场价格 06-14