- 品牌
- 时宇
- 型号
- MES系统定制服务
统一由NC程序管理系统进行管理、调配。机床项目的实施完成了以下目标::建立覆盖加工车间的分布式控制网络,实现NC程序的有效调用、稳定有效传输和在线加工等,实现刀补参数文件从对刀仪到机床端的有效传输。:实现对数控机床的实时数据和其它生产类数据的有效采集,并将采集的数据以报表或统计图表的形式供决策者参考分析。同时采集的数据对以后MES平台的生产调度和管理起到有效地指导作用。:实现对NC程序的统前列程管理,并且在系统内实现NC程序与其关联生产要素文件统一管理。4.可视化数据展示:在实现机床数据采集的基础上,对车间机床进行三维建模,通过现场的展示大屏幕、数控设备旁的触摸屏以及相关管理人员的PC终端对设备状态、设备开机率、零件完工率等进行有效展示。综上所述,机床联网项目的建设,是推行数字化制造技术的基础,对数字化工厂的建设起到举足轻重的作用。滁州新能源缸体线安装服务,时宇 MES 按需选配功能,售后 72 小时快速响应优化配置。定远生产车间MES系统安装保障

企业管理信息化建设的重点也大都放在计划层,以进行生产规划管理及一般事务处理。如ERP就是“位”于企业上层计划层,用于整合企业现有的生产资源,编制生产计划。在下层的生产控制层,企业主要采用自动化生产设备、自动化检测仪器、自动化物流搬运储存设备等解决具体生产(制程)的生产瓶颈,实现生产现场的自动化控制。由于市场环境的变化和现代化生产管理理念的不断更新,一个制造型企业能否良性运营,关键是使“计划”与“生产”密切配合,企业和车间管理人员可以在较短的时间内掌握生产现场的变化,作出准确的判断和快速的应对措施,保证生产计划得到合理而快速修正。虽然ERP和现场自动化系统已经发展到了非常成熟的程度,但是由于ERP系统的服务对象是企业管理的上层,一般对车间层的管理流程不提供直接和详细的支持。而现场自动化系统的功能主要在于现场设备和工艺参数的监控,它可以向管理人员提供现场检测和统计数据,但是本身并非真正意义上的管理系统。所以,ERP系统和现场自动化系统之间出现了管理信息方面的“断层”,对于用户车间层面的调度和管理要求,它们往往显得束手无策或功能薄弱。比如面对以下车间管理的典型问题。南谯区数字化MES系统精密控制关注系统集成能力,时宇 MES 无缝对接 ERP、PLC 设备,打通数据孤岛不添额外成本。

MES系统制造执行系统协会(ManufacturingExecutionSystemAssociation,MESA)对MES所下的定义:“MES系统通过信息传递对从订单下达到产品完成的整个生产过程进行优化管理。当工厂发生实时事件时,MES系统能及时反应、报告,并用当前的准确数据对它们进行指导和处理。这种对状态变化的迅速响应使MES系统能够减少企业内部无附加值活动,有效地指导工厂生产运作过程,提高工厂及时交货能力,改善物料流通性能,又能提高生产回报率。MES还通过双向的直接通讯在企业内部和整个产品供应链中提供有关产品行为的关键任务信息。”MESA在MES定义中强调了以下三点:(1)MES是对整个车间制造过程的优化,而不是单一的解决某个生产瓶颈;(2)MES必须提供实时收集生产过程中数据的功能,并作出相应的分析和处理;(3)MES需要与计划层和控制层进行信息交互,通过企业连续信息流来实现企业信息全集成。一个制造企业的制造车间是物流与信息流的交汇点,企业的经济效益终将在这里被物化出来。制造执行系统MES在计划管理层与底层控制之间架起了一座桥梁,填补了两者之间的空隙。一方面,MES可以对来自MRPII/ERP软件的生产管理信息细化、分解,将操作指令传递给底层控制系统SFC;另一方面。
它们就难以给出完善的解决手段:1、出现用户产品投诉的时候,能否根据产品文字号码追溯这批产品的所有生产过程信息?能否立即查明它的:原料供应商、操作机台、操作人员、经过的工序、生产时间日期和关键的工艺参数?2、同一条生产线需要混合组装多种型号产品的时候,能否自动校验和操作提示以防止工人部件装配错误、产品生产流程错误、产品混装和货品交接错误?3、过去12小时之内生产线上出现较多的5种产品缺陷是什么?次品数量各是多少?4、仓库以及前工序、中工序、后工序线上的每种产品数量各是多少?要分别供应给哪些供应商?何时能够及时交货?5、生产线和加工设备有多少时间在生产,多少时间在停转和空转?影响设备生产潜能的主要原因是:设备故障?调度失误?材料供应不及时?工人培训不够?还是工艺指标不合理?6、能否对产品的质量检测数据自动进行统计和分析,精确区分产品质量的随机波动与异常波动,将质量隐患消灭于萌芽之中?7、能否废除人工报表,自动统计每个过程的生产数量、合格率和缺陷代码?MES的定位,是处于计划层和现场自动化系统之间的执行层,主要负责车间生产管理和调度执行。安徽时宇 MES 打通滁州制造供应链,联动上下游实时协同,提升物料配送及时率与生产稳定性。

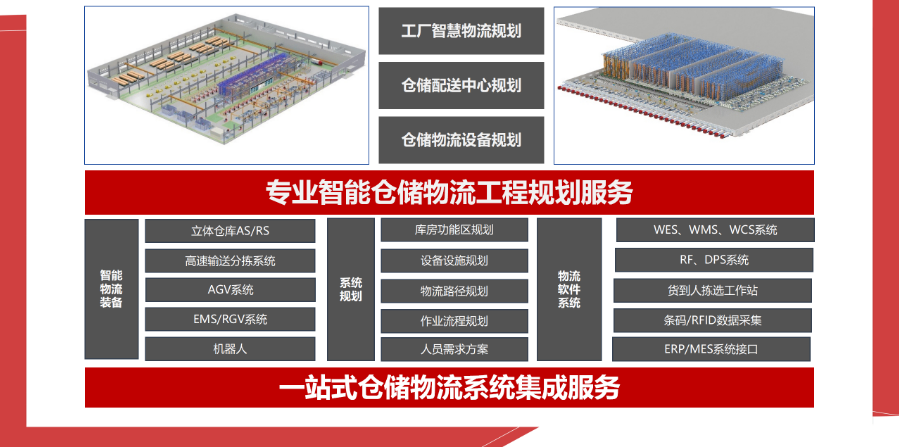
生产制造执行管理系统(MES)解决方案生产制造执行管理系统(MES)将从原材料的IQC开始进行控制,对接受入库的原物料采用条码进行明确的批次标识,当有生产任务下达时,MES将按照工艺流程细致地追踪到每一层级物料的批号,然后追踪到产成品,从而贯通工厂的“由原材料到出货成品”的全线追溯控制需求,同时完成生产任务的执行管理并报告各环节的品质状况。1.系统功能和特点先进的条码技术应用到从“原辅料→半成品→成品”的整个生产制造过程管理当中,及时、准确反应库房原辅料、半成品和成品等的相关信息;、质量检测、生产制造过程中所产生的数据进行实时采集、监控,对从原辅料到成品的整个生产过程及生产质量作全程跟踪和实时监控;,实现关键控制工位和关键控制件之间的关联,对每道工序加工在制品的质量情况进行严格把关,减少不合格、不安全产品出产量,防止日后召回;,将对检验过程中的不合格现象、原因、不合格品、不安全品和不合格率等产生第1线数据,并通过电子看板方式在车间显示,直观地反映生产现状和在制品状况。,使生产制造管理更高效、及时、准确、便捷,减轻人力工作负担,提高管理效率,将生产管理提高到一个新的层次。安徽时宇 MES 适配滁州混动铝合金缸体生产,管控轻量化加工精度,优化 135 秒节拍,助力 40 万台年产能高效落地。明光MES系统合作洽谈
看重驻场服务响应,时宇滁州团队 72 小时到场,快速解决安装调试与系统优化问题。定远生产车间MES系统安装保障
随着市场竞争的不断加剧,企业不断发展,信息化在经营管理中发挥着越来越重要的作用。各种信息化系统软件在企业中得到了应用和实施。其中MES即制造执行系统(ManufacturingExecutionSystem),处于企业计划层和工业控制层中间,需要具备与ERP(EnterpriseResourcePlanning,企业资源规划)系统和数控系统保持双向通信的能力。为了满足企业对于各生产制造部门对生产过程进行实时管理的要求,与合作方共同建设支持各个生产车间相互协作的制造执行系统,通过MES平台的建设,将公司对于生产过程的关键流程及管理方法进行优化和固化,实现对关键生产制造过程的管理和传承。机床联网项目在于搭建一个设备层(数控机床)的车间级分布式控制网络,并且实时采集机床数据和其它生产类数据,实现数控程序及相关联的生产要素(零件图纸、加工工艺、刀夹量具列表等)的有效管理,同时实现机床状态等的可视化展示等,将为接下来MES平台的有效搭建奠定下良好的基础,因此先行实施。机床联网项目概述机床联网项目的实施,为设备层级的有效管控提供了技术支撑,作为底层设备的信息化,是实施数字化制造的基础手段是公司推行数字化制造技术的基础,为公司推行的数字化工厂的建设起到举足轻重的作用。定远生产车间MES系统安装保障
时宇科技提出的智能化系统集成服务,从根本上解决了传统弱电系统的技术局限。通过部署工业级PoE交换机、WiFi6等先进技术,构建高速稳定的网络通信基础设施。在实际应用中,这种技术架构能够将数据采集延迟控制在50ms内,为智能制造生产车间等高要求场景提供了可靠的技术保障。全场景安防监控的集成化优势在安防系统建设方面,时宇科技采用涵盖红外网络摄像头、移动侦测、人脸识别门禁、车牌识别、人行通道闸机的全场景部署策略。这种集成化方案能够实现10秒内报警响应,将管理差错率降至0,有效解决了传统安防系统覆盖不完整、响应滞后的问题。数据中心支撑体系的标准化建设针对数据存储与处理的安全稳定需求,时宇科技建立了B级标准机房、模块化机房等数据中心支撑系统,配备刀片式超融合服务器、超融合及网络系统。这种标准化建设模式为医疗、政企等对数据安全要求严格的行业提供了可靠保障。

MES软件简述MES软件MES主要功能MES制造执行管理系统是企业CIMS信息集成的纽带,是实施企业敏捷制造战略和实现车间生产敏捷化的基本技术手段。纵观我国制造业信息化系统的应用现状,建设的重点普遍放在ERP管理系统和现场自动化系统(ShopFloorControlSystem,SFC)两个方面。但是,由于产品行销在这一、二十年间从生产导向快速地演变成市场导向、竞争导向,因而也对制造企业生产现场的管理和**提出了挑战,只依靠ERP和现场自动化系统往往无法应付这新的局面。工厂制造执行系统(ManufacturingExecutionSystem,MES)恰好能填补这一空白。工厂制造执行系...
- 南谯区推荐的MES系统怎么做 2026-05-20
- 凤阳哪里有MES系统怎么做 2026-05-19
- 琅琊区制造行业MES系统精密控制 2026-05-19
- 滁州机械加工行业MES系统设计方案 2026-05-18
- 定远定制化开发MES系统布局规划 2026-05-18
- 滁州定制化开发MES系统哪家强 2026-05-18
- 滁州什么是MES系统集成服务 2026-05-17
- 来安数字化MES系统设计协同 2026-05-17
- 来安哪里有MES系统 2026-05-17
- 定远大型MES系统布局规划 2026-05-16


- 琅琊区标准化MES系统调试 2026-05-15
- 天长机械加工行业MES系统怎么样 2026-05-14
- 定远电子制造行业MES系统精密控制 2026-05-14
- 数字化MES系统有哪些 2026-05-14
- 琅琊区工厂管理MES系统设计协同 2026-05-14
- 全椒数字化MES系统精密控制 2026-05-14




- 多网融合通信网络系统设计设计方案定制 05-21
- 全椒高效能弱电智能化集成项目规划 05-21
- 滁州生产车间弱电智能化集成施工 05-21
- 全椒制造行业弱电智能化集成平台 05-21
- 来安多网融合通信网络系统设计怎么做 05-21
- 琅琊区一站式弱电智能化集成技术 05-21
- 天长生产管理弱电智能化集成项目 05-21
- 来安弱电智能化集成平台 05-21
- 全椒大容量承载通信网络系统设计行业标准 05-21
- 琅琊区模块化弱电智能化集成推荐 05-20