- 品牌
- 时宇
- 型号
- MES系统定制服务
手工粗放管理痕迹或习惯扰乱系统正常运行问题的解决很多企业在实施MES之前,可能之前一直是手工管理方式,比较粗放,突然上了一个系统,难免有不适应之处,甚至将很重的手工管理痕迹或习惯带入系统,系统运行阻力重重。这个问题必须线上线下共同出手解决。线下包括制定各种奖惩制度和系统运行规范。线上就是MES系统自身应该能有助于推动自身有效规范地运行。几个例子吧:比如:工人登录有自己的任务列表,为了防止工人挑活扰乱前后工作的有**联顺序,应该限制非当前顺序的工序任务的开工条件,让其不具备开工条件,可以采取看不到工艺文件、获不得数控程序等措施;比如:上道工序反馈预完工状态,上道工序向下道工序推送周转物料,下道工序工人通过接受物料后,上道工序的预完工状态才转为正式完工状态,才能够看到下一道工序任务的工艺和数控程序等,不仅避免弄虚作假,谁违规处罚谁。有那么一丝自**规范化运行的味道,大家的协同平台大家协同推动运行才是应有之义。你不知道的MES,如下功能:MES就可以在统一平台上集成诸如生产调度、产品**、质量控制、设备故障分析、网络报表等管理功能。优先挑滁州有驻场团队的 MES 服务商,售后响应快,现场问题能及时解决更省心。天长标准化MES系统调试

可以用从PLC直接读取机床加工日志文件的形式,采集各种所需的机床数据及其机床参数。然后再通过PLC的以太网络接口转换信息给数据库。PLC采集方式。利用PLC直接采集机床的I/O点,然后将信息传递给数据库。这种方法信息集成的内容非常有限。RFID采集方式。利用射频自动识别技术(RFlD)采集手工实验数据、计量数据、物料批次数据等。手工方式。操作员或编程员在控制面板上,输入特定的触发程序,经DNC服务器的自动翻译,就可得到机床端的任意信息,从而实现机床的监控。手持终端方式。利用特用的手持终端,根据机床运行以及生产的状态利用该终端输入信息,并通过以太网络传递给数据库,该种方式可以用在没有数控系统的老旧的设备上。条码扫描方式。将常用的信息(操作员,产品种类,设备起停等)打印在信息卡上,现场的操作工需要输入信息时候,利用条码扫描器就可以直接读取。全椒高效能MES系统技术指导安徽时宇科技深耕滁州本地,MES 系统提供本地化运维,快速响应产线调整,适配多品种生产。

汽车零部件的制造与整车制造存在较大不同。在整车制造过程中,装配是较复杂的环节,需要与上下游的多个系统如PLM、ERP、WMS等做集成,在生产线上则是设备、物料等围绕着工人干活。而在零部件制造过程中,装配所占的比重较小,而机加等前端制造更为重要。本文以机加、注塑、光学检测为例,介绍数字化制造在零部件制造中的应用。一、机加普通消费者一般只接触整车厂商,但其实在一台汽车中,技术含量较高的是发动机;而在发动机的制造过程中,较难的分别是铸造和机加。机加指的是通过机床,将铸造好的毛坯加工成精度和质量符合要求的产品。下图以数字化制造为视角,显示了MES和CNC机床的关系:我们可以看到,CNC的两大控制关键是:操作系统和PLC。由于加工的过程是以作业指令的形式执行的,而对一个产品的完整指令定义就形成了一个控制文件,这个文件包含:机台的位移,**的编号、位移、旋转角度,子程序,跳转逻辑,注释等。通常控制文件是CAM系统生成的文本文件。在一个大型的工厂,通常会有多台机床形成一个机组,使用同型号的设备,加工同型号的产品。为了方便控制文件的管理和版本控制,我们可以将标准的控制文件存储在服务器上,然后下发给机床操作系统。
MES还通过双向的直接通讯在企业内部和整个产品供应链中提供有关产品行为的关键任务信息。”MESA在MES定义中强调了以下三点:1、MES是对整个车间制造过程的优化,而不是单一的解决某个生产瓶颈;2、MES必须提供实时收集生产过程中数据的功能[1],并作出相应的分析和处理。3、MES需要与计划层和控制层进行信息交互,通过企业的连续信息流来实现企业信息全集成。MES概念编辑1990年11月,美国先进制造研究中心AMR(AdvancedManufacturingResearch)就提出了MES(制造执行系统)概念。1997年,MESA提出的MES功能组件和集成模型,包括11个功能,同时规定,只要具备11个功能之中的某一个或几个,也属MES系列的单一功能产品。2004年,MESA提出了协同MES体系结构(c-MES)。20世纪90年代初期,中国就开始对MES以及ERP的跟踪研究、宣传或试点,而且曾经提出了“管控一体化”,“人、财、物、产、供、销”等颇具中国特点的CIMS、MES、ERP、SCM等概念,只是总结、归纳、宣传、坚持或者提炼、提升不够,发展势头不快。国内较早的MES是20世纪80年代宝钢建设初期从SIEMENS公司引进的。中国工业信息化基本上是沿着西方工业国家的轨迹前进,只是慢半拍而已。优先选有滁州本地成熟案例的,时宇 MES 覆盖 51 个数字化车间,同行业适配性经实战验证。

难以实现工作高效协同生产计划、生产状态、排产管理、监控、决策等业务信息,缺乏统一的跨区域的监管平台,难以实现工作高效协同传统业务上线周期长,无法满足业务快速上线要求自建系统从招投标、采购、部署、调测到业务上线需数月时间;业务上线周期漫长,难以满足业务快速上线的需求自建系统从招投标、采购、部署、调测到业务上线需数月时间;业务上线周期漫长,难以满足业务快速上线的需求解决方案场景生产执行系统生产执行系统生产执行管理MES组件、数据库等部署在云端,信息终端采用云桌面,信息交换在数据中心内部高速完成,企业只需要注册账号即可轻松使用MES服务各计算/存储实例灵活可选,即租即用,保证业务快速上线实现生产过程协同化、可视化、透明化管理;降低对管理人员经验的依赖,提升管理效率生产状态、生产业绩信息及时反馈,生产人员及设备等信息实时获取,实现资源高效利用解决方案架构云MES方案架构云MES解决方案提供高效、协同、可视化的智慧生产管控服务,实现产品制造生命周期的整体信息化管理,降低生产成本,提高企业竞争力架构优势整体服务提供包括IaaS、PaaS、人工智能等云服务,同时提供MES应用云迁移咨询与实施等服务。本地案例可复制:覆盖滁州 51 个数字化车间,MES 解决方案可快速复制到同类企业。全椒制造行业MES系统集成服务
滁州选 MES 先看本地制造案例,同行业成功落地的,适配性和靠谱度更有保障。天长标准化MES系统调试
机床联网项目,一般包含四大系统:DNC(DistributedNumericControl分布式控制网络)系统、MDC(ManufacturingDataCollection生产数据采集)系统、NC(NumericalControl数字控制,简称数控)程序管理系统、可视化数据展示系统。(一)关键功能DNC(DistributedNumericControl分布式控制网络)系统。DNC系统是用于生产设备及工位智能化联网管理的系统。机床联网项目所采用的DNC系统赋予了比以往工业传统DNC(程序传输)更深更广的意义:不仅能够联网所有的CNC数控加工设备,同时还能对自动化生产线PLC工作中心和其他所有的普通工位及测量工位进行联网管理。DNC系统所采用的网络连接方案:在车间每台数控设备内部都配备一个“串口联网设备”,通过每个数控设备内部的串口联网设备,将数控设备的程序传输数据流、条码传输数据流、以及MDC信号反馈数据流都汇总成一个TCP/IP协议数据传输线,然后通过公司车间内部光线机柜再汇总到公司的企业内网中。方案***:无视数控设备相互之间的间隔距离,无论设备分隔有多远都能够用较直接的网络布线方式解决,并且传输稳定,适用于车间设备比较离散的企业。DNC服务器也能够远离车间现场。方案缺点:每个串口联网设备都需要配备一个IP地址。天长标准化MES系统调试
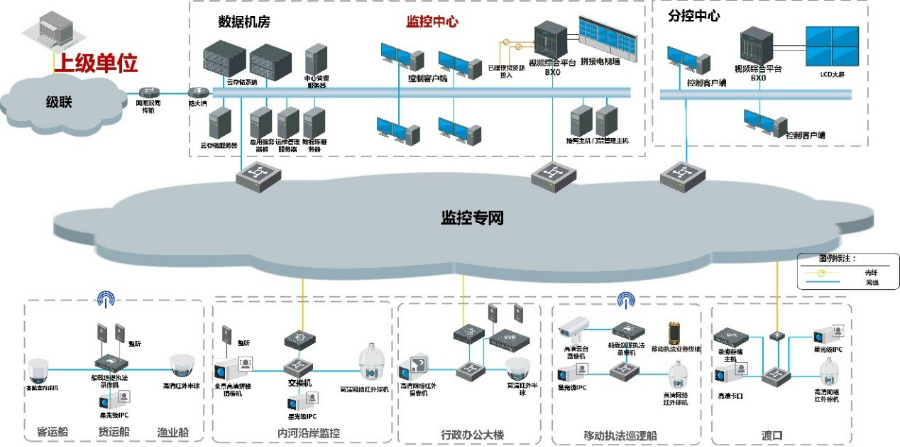
时宇科技提出的智能化系统集成服务,从根本上解决了传统弱电系统的技术局限。通过部署工业级PoE交换机、WiFi6等先进技术,构建高速稳定的网络通信基础设施。在实际应用中,这种技术架构能够将数据采集延迟控制在50ms内,为智能制造生产车间等高要求场景提供了可靠的技术保障。全场景安防监控的集成化优势在安防系统建设方面,时宇科技采用涵盖红外网络摄像头、移动侦测、人脸识别门禁、车牌识别、人行通道闸机的全场景部署策略。这种集成化方案能够实现10秒内报警响应,将管理差错率降至0,有效解决了传统安防系统覆盖不完整、响应滞后的问题。数据中心支撑体系的标准化建设针对数据存储与处理的安全稳定需求,时宇科技建立了B级标准机房、模块化机房等数据中心支撑系统,配备刀片式超融合服务器、超融合及网络系统。这种标准化建设模式为医疗、政企等对数据安全要求严格的行业提供了可靠保障。

随着市场竞争的不断加剧,企业不断发展,信息化在经营管理中发挥着越来越重要的作用。各种信息化系统软件在企业中得到了应用和实施。其中MES即制造执行系统(ManufacturingExecutionSystem),处于企业计划层和工业控制层中间,需要具备与ERP(EnterpriseResourcePlanning,企业资源规划)系统和数控系统保持双向通信的能力。为了满足企业对于各生产制造部门对生产过程进行实时管理的要求,与合作方共同建设支持各个生产车间相互协作的制造执行系统,通过MES平台的建设,将公司对于生产过程的关键流程及管理方法进行优化和固化,实现对关键生产制造过程的管理和传承。机...
- 定远定制化开发MES系统集成服务 2026-05-05
- 明光工厂管理MES系统有哪些 2026-05-05
- 琅琊区汽车制造行业MES系统 2026-05-05
- 滁州定制化开发MES系统概念设计 2026-05-05
- 南谯区机械加工行业MES系统怎么做 2026-05-05
- 来安生产车间MES系统技术指导 2026-05-05
- 定远机械加工行业MES系统技术指导 2026-05-05
- 定远模块化MES系统概念设计 2026-05-04
- 来安机械加工行业MES系统共同合作 2026-05-04
- 凤阳模块化MES系统布局规划 2026-05-04

- 凤阳生产管理MES系统设计方案 2026-05-04
- 琅琊区MES系统 2026-05-04
- 滁州推荐的MES系统怎么样 2026-05-04
- 来安工厂管理MES系统施工流程 2026-05-04
- 来安生产管理MES系统 2026-05-03
- 定远标准化MES系统布局规划 2026-05-03




- 来安商业展示用途触控一体机量大从优 05-05
- 琅琊区汽车制造行业MES系统 05-05
- 多种安防监控系统一站式配置 05-05
- 定远推荐的安防监控系统技术指导 05-05
- 滁州定制化开发MES系统概念设计 05-05
- 南谯区机械加工行业MES系统怎么做 05-05
- 推荐的安防监控系统运维保障 05-05
- 来安生产车间MES系统技术指导 05-05
- 定远机械加工行业MES系统技术指导 05-05
- 定远模块化MES系统概念设计 05-04