- 品牌
- 伟业
- 型号
- 齐全
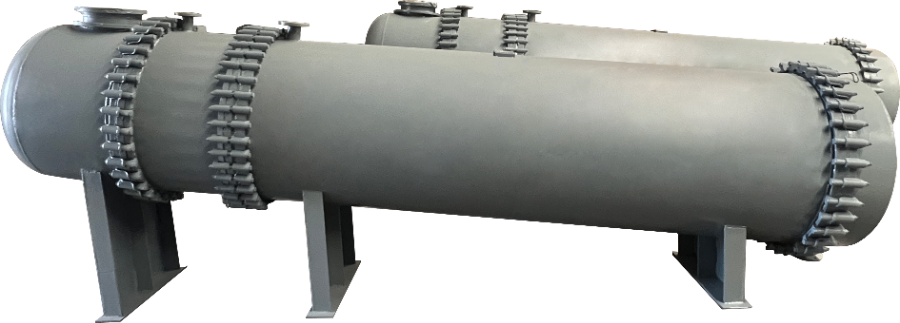
无锡伟业化工防腐设备生产设计搪玻璃列管换热器,搪瓷列管换热器,内搪玻璃换热管:内搪玻璃管采用冷搪,炉内吊烧,曲线升温工艺,保证了换热管的垂直度,保证了每根换热管表面的搪玻璃层厚度0.8~1.3mm,搪玻璃换热管标准尺寸为DN32×2000,DN50×2000,DNDN50×3000也可根据现场情况进行尺寸非标定制,换热管钢胚采用3.5~5mm无缝钢管制作,强度大,更好的保证了在高压力高温的运行环境下稳定运行。特别是在加热工况下,更好的耐受蒸汽进入后导致的气振效应。无锡伟业化工防腐设备为您提供专业的搪玻璃冷凝器,欢迎您的来电哦!甘肃高硼硅玻璃列管加热器定做

搪玻璃列管式换热器相比较石墨换热器的一些问题:3、不耐高腐蚀和有机溶剂由于石墨换热器的工艺,现有石墨都为改性石墨,内含树脂,碰到高腐蚀有机溶剂,使用周期太短,甚至要要有备货才能维持生产。4、换热效率低块孔式石墨换热器,本身石墨原材料导热率没问题,由于结构是块孔式回流,导致冷源和热源对流传热系数太低,带有死角,有的物料流经的地方冷却不到,换热面积利用率低。5、物料放料不干净在冷却过程中带有压力时,物料可正常走S型路线放出,一但停产,由于结构原因,残余物料失去了压力,冷却下来之后,极易堆积和堵塞在换热器内,时间一长形成了结晶膜附在石墨表面,再次使用又会降低石墨换热器的换热率,只能等检修时,一块块冲洗,这又是增加了维护成本。6、后期石墨处理难如石墨换热器后期损坏无法使用,难以回收利用,环保过不了关。云南高硼硅玻璃列管式加热器商家无锡伟业化工防腐设备是一家专业提供搪玻璃冷凝器的公司,欢迎您的来电!

换热器管子本身泄漏原因:冲刷侵蚀:一种原因是当蒸汽的流动速度较高且汽流中含有大的水滴时,管子外壁受汽、水两相流冲刷,变薄,发生穿孔或受给水压力而鼓破。另一种原因是受到蒸汽或疏水的直接冲击。因防冲板材料和固定方式不合理。在运行中破碎或脱落,失去防冲刷保护作用;防冲板面积不够大,水滴随高速气流运动,撞击防冲板以外的管束;壳体与管束间的距离太小,使入口处的汽流速度很高。管子振动:给水温度过低或机组超负荷等情况下,通过换热器管子间蒸汽流量和流速超过设计值较多时,具有一定弹性的管束在壳侧流体扰动力的作用下会产生振动,当激振力的频率与管束自然振动频率或其倍数相吻合时,将引起管束共振,使振幅的增加,导致管子与管板的连接处受到反复作用力造成管束损坏。
管板加工精度,尤其是搪玻璃的厚度与精度如何做到?传统搪玻璃列管式换热器采用固定式或者分体式搪玻璃管板,但此种工艺过不了关,原因在于管板一但孔多应力就大,倒角处必然爆瓷,所以传统的搪玻璃列管几乎采用大口径搪玻璃管,这样管板孔就少相对应力就小,碰到大面积的换热无法应对,一遇压力必然爆瓷,一旦管板爆瓷整台报废,增加了使用成本。我公司摒弃了传统的搪玻璃管板设计结构,现今采用的是国家**结构,钢衬模压一体成型的PFA管板,在40mm后的钢板上进行加热模压PFA,衬层厚度4~5mm,可耐高温250℃的物料,可耐高压,和绝压真空度,因为是开模一体成型,衬层厚度是根据模具厚度而定,所以精确度高。无锡伟业化工搪玻璃列管冷凝器评价好品质高。

搪玻璃冷凝器和冷却器都是作为制冷设备,是换热过程的重要部件之一,应用比较广。许多客户在选购搪玻璃冷凝器的过程中,都会好奇搪玻璃冷凝器与冷却器的差异,所以要来仔细观察一下搪玻璃冷凝器和冷却器的不同。比较后可以发现冷却器是没有相变的,而搪玻璃冷凝器则是有相变;且进出冷却器的管线是不会发生改变的,一般都是管径进口与出口的不同,而进出搪玻璃冷凝器的管径改变较大,还是比较简单看的。搪玻璃冷凝器和冷却器比较的话它们所具有的折流板的设置是不一样的,一般都是搪玻璃冷凝器采用的是左右设置,而冷却器则是上下设置,这也是导致它们的传热系数有所不同的原因。无锡伟业化工防腐设备是一家专业提供搪玻璃冷凝器的公司,欢迎您的来电哦!江西碳化硅列管加热器定做
搪玻璃冷凝器,就选无锡伟业化工防腐设备,让您满意,有想法可以来我司咨询!甘肃高硼硅玻璃列管加热器定做
搪玻璃冷凝器中水垢的危害有哪些?在搪玻璃冷凝器中,大量的水垢是直接影响设备的性能,会使设备出现工作不稳定,工作效率低等问题。水中含有溶解度较小的钙、镁盐类,这种盐类有共同特性,其溶解度随着水温升高而下降,且变成难容的盐类,这种盐类的存在,对搪玻璃冷凝器会产生导热性能很差;难于清理,增加了检修费用,不但耗费人力、物力,而且会使受热面受到损伤,减低设备寿命;会减小传热面内外流通截面,增加了传热面内外循环水的流通阻力,严重时流通截面很小,甚至完全被堵塞,就会使搪玻璃冷凝器不能正常运行。甘肃高硼硅玻璃列管加热器定做
列管式换热器泄漏处理措施泄漏发生以后的处理措施泄漏发生时造成给水压力降低,送至锅炉的给水量减少。因此在发现换热器管系泄漏时要立即停运换热器,减少管子的损坏数量,减轻损坏程度。机组停运时,应检查高加是否泄漏,并想办法消除。对于端口泄漏,应刮去原有焊缝金属再进行补焊,并进行适当的热处理,消除热应力:对于管子本身泄漏,应先查清管束泄漏的形式及位置,并选用合适的堵管工艺,堵塞管子的两个端口。无论采用何种堵管工艺,为保证堵管的质量,被堵管的端头部位一定要经过良好处理,使管板、管孔圆整、清洁,与堵头有良好的接触面。在管子与管板连接处有裂纹或冲蚀的情况下,一定要去除端部原管子材料及焊缝金属,使堵头与管板紧密...
- 湖南高硼硅玻璃列管式加热器可定制 2026-01-23
- 甘肃搪玻璃片式加热器报价 2026-01-23
- 山东碳化硅列管式加热器商家 2026-01-23
- 福建搪玻璃列管加热器供应 2026-01-22
- 辽宁玻璃加热器行情 2026-01-22
- 陕西搪玻璃列管式加热器厂商 2026-01-22
- 安徽石墨加热器可定制 2026-01-22
- 青海搪瓷片式加热器行情 2026-01-22
- 辽宁搪瓷片式加热器可定制 2026-01-22
- 内蒙古玻璃列管式加热器价格 2026-01-22
- 江西搪瓷片式加热器报价 2026-01-22
- 河南搪瓷片式加热器厂商 2026-01-22
- 陕西搪瓷片式加热器 2026-01-22
- 山西玻璃列管式加热器价格 2026-01-22
- 新疆搪玻璃列管式加热器可定制 2026-01-22
- 江苏石墨加热器厂家 2026-01-22






- 安徽碳化硅列管冷凝器商家 02-01
- 山西搪玻璃片式换热器询价 02-01
- 重庆搪玻璃片式冷凝器价格 02-01
- 山西搪瓷列管式冷凝器公司 01-31
- 山西石墨换热器供应 01-31
- 贵州玻璃冷凝器报价 01-31
- 安徽碳化硅列管式冷凝器报价 01-31
- 上海碳化硅列管式冷凝器品牌 01-31
- 内蒙古碳化硅列管式冷凝器 01-31
- 山东高硼硅玻璃列管式换热器报价 01-31