- 品牌
- 上海爱佳工厂规划物流咨询,爱佳规划咨询,上海爱佳
- 服务项目
- 工厂物流规划咨询
- 服务地区
- 全国
- 提供发票
- 是
- 营业执照
- 是
- 专业资格证
- 是
探索未来:工厂智能精益物流中的AI趋势在工厂精益智能物流领域,一场AI技术的变革正在悄然兴起,为我们带来了无限的想象空间和潜力。现在,让我们一起揭开其中的一些前沿趋势,领略这个令人着迷的领域。首先,自动化和机器人技术正带领着物流领域的新风潮。通过AI技术的驱动,自动导航AGV和机器人正在成为工厂物料搬运和分拣的得力助手。它们熟练地穿行于工厂内部,高效地完成任务,让物流变得更加顺畅。数据分析和优化也是这一领域的热门关键词。AI技术可以处理大量物流数据,通过实时监控和预测分析,优化供应链和物流运作。物流路径规划、库存管理和运输调度得以优化,整体效率和准确性也得到了提升。智能仓储管理成为了物流领域的一颗新星。利用AI的视觉识别技术,货物可以快速被识别和定位,优化货架布局和库存管理。智能仓储系统提高了物料的存储密度和利用率,为物流提供了更高效的解决方案。AI技术还能在设备维护方面大放异彩。预测性维护通过实时监测和数据分析,可以预测设备故障和维修需求,提前采取维修措施,减少停机时间,提高生产效率。这种前瞻性的维护方式让工厂的运作更具智能性和可靠性。而协作机器人和人机协作则展示了AI技术的另一重要应用。我们深知未来工厂物流规划的复杂性,将以深厚的专业知识,协助客户适应新技术和可持续性趋势。工厂整体物流规划咨询方案

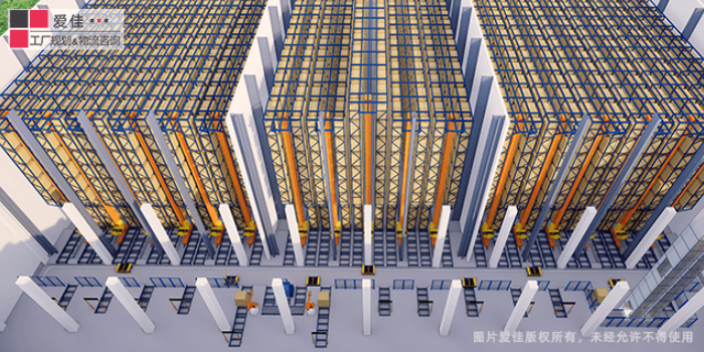
工厂物流规划的重点是在优化供应链、提高生产效率、降低成本的基础上,实现物流流程的高效运行。1.供应链整合与协调:工厂物流规划的首要任务是整合供应链的各个环节,确保原材料的及时供应和成品的高效分销。不同环节的协调与配合能够减少库存积压,降低运营风险。2.生产流程优化:设计合理的生产流程,确保从原材料采购到成品出货的流程紧密衔接,避免不必要的停滞和等待时间。3.设备与设施布局:合理规划设备、仓库和生产区域的布局,减少物料和成品的搬运距离,提高物流效率。设施布局应考虑生产流程的需求,避免拥堵和瓶颈。4.库存管理与控制:建立科学的库存管理制度,确保库存水平在合理范围内。避免库存过高造成资金占用和损耗,也避免库存不足影响生产计划。5.自动化与信息化应用:引入自动化设备和信息技术,提高物流操作的自动化水平。自动化设备能够减少人力成本,提高生产效率,信息技术能够实现实时监控和数据分析。6.风险管理与应急预案:在物流规划中考虑各种风险,制定应急预案,降低潜在风险对生产和物流的影响。7.持续改进和创新:工厂物流规划不是一次性完成的,而是一个持续改进的过程。不断引入新技术、新方法,寻求创新的解决方案,提高物流运作效率。物流规划咨询设计院从物流优化到布局设计,我们以专业洞察力深入了解工厂运作的方方面面。

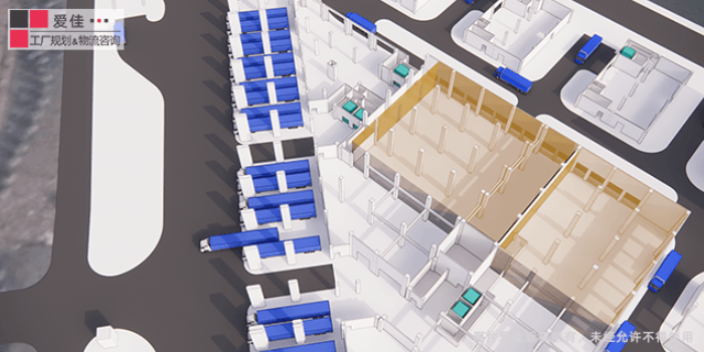
在当今竞争激烈的制造业环境中,工厂物流规划咨询成为了企业提高效率、降低成本、提升竞争力的重要工具。智能规划的要点工厂物流规划咨询旨在通过深度分析、技术整合和创新策略来优化制造企业的物流流程。其要点包括:数据驱动决策:工厂物流规划咨询依赖于数据分析,以实现精确的需求预测、库存优化和生产排程供应链整合:咨询团队协助企业实现供应链的协同和整合,包括与供应商和分销商的合作,以实现更快的交付和更高的可靠性。自动化和物联网:通过引入自动化系统和物联网技术,咨询团队提高了生产和物流的效率,减少了人为错误和浪费。可持续性和绿色制造:智能规划咨询也关注可持续性目标,帮助企业降低能源消耗、减少碳排放并优化资源利用。专业团队的角色工厂物流规划咨询需要专业团队的深度知识和技能。这些团队的关键角色包括:物流工程师:物流工程师深谙供应链管理、库存控制和运输优化。他们分析物流流程,找出瓶颈并提供改进建议。数据科学家:数据科学家利用高级分析技术,解读大数据以提供准确的预测和决策支持。技术整合师:技术整合师负责选择、实施和整合物流和供应链技术。战略规划者:战略规划者协助企业制定长期物流战略,以适应市场需求和趋势。
在当今充满变数的商业环境中,物流管理对于那些从事极大、高度复杂和高度定制产品制造的企业而言,既是挑战,更是潜在的机遇的源泉。这类企业面临的挑战包括产品复杂性、需求不确定性和供应链协调,这些问题容易导致库存问题和交货延误。然而,正是在这些挑战之中,物流管理为企业提供了优的机遇。通过先进的数据分析和机器学习,高级需求预测技术能够帮助企业更准确地预测客户需求,避免库存问题。定制化仓储设计提供了满足不同产品存储和处理需求的解决方案,提高效率和可追踪性。与关键供应商建立密切合作,通过供应商管理库存(VMI)提高供应链的可见性和协同性。比较终,运用精益原则来简化制造和物流流程,减少浪费,提高效率。作为学术和行业顾问,我们深知物流管理对企业成功的关键作用。如果您希望更深入地探讨如何应对这一新时代的物流挑战和机遇,请与我们联系。我们愿意成为您的合作伙伴,帮助您建立强大的物流管理策略,实现优的业绩。在挑战之中,蕴藏着不可忽视的机遇。工厂物流规划咨询是优化供应链的关键步骤,以提高效率。

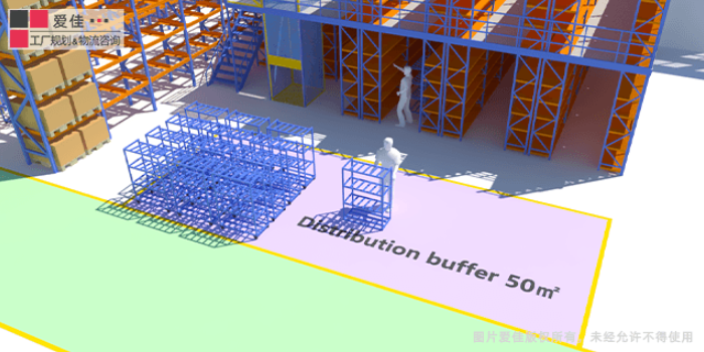
工厂产线边物流规划是确保生产线周围的物料和零部件供应、储存和处理的关键环节。以下是一些步骤和建议来规划工厂产线边物流:分析生产流程:首先,详细了解生产线的工艺流程,包括材料和零部件的需求、供应商交付时间以及生产线的产能和节奏。生产线边储存:确定在生产线边的储存需求。这可能包括原材料、零部件、半成品和成品的存储区域。标识和分类:对所有物料进行分类和标识。储存设备:选择适当的储存设备,如货架、货架、储存箱或储存架。材料流动规划:设计材料从储存区到生产线的流动路线,确保材料可以按照生产顺序无阻碍地流动。库存管理:实施有效的库存管理,以避免库存积压和降低库存成本。定量控制:确保在生产线边的物料库存量在适当水平,不过多也不过少。安全标准:建立安全标准和作业规程,以确保员工在搬运和处理物料时的安全。定期检查:定期检查物料储存区,以确保物料的品质和数量。物料供应链:建立稳定的供应链,确保供应商能够及时供应所需的材料和零部件。物料传递设备:考虑使用输送带、电梯、AGV或其他物料传递设备,以提高效率。可视化管理:使用标志、标识和可视化管理方法。监控和反馈:使用监控系统来追踪物料流动和库存水平。专注于细致的工厂物流规划,以满足您的特定需求。靠谱的工厂物流规划咨询业务
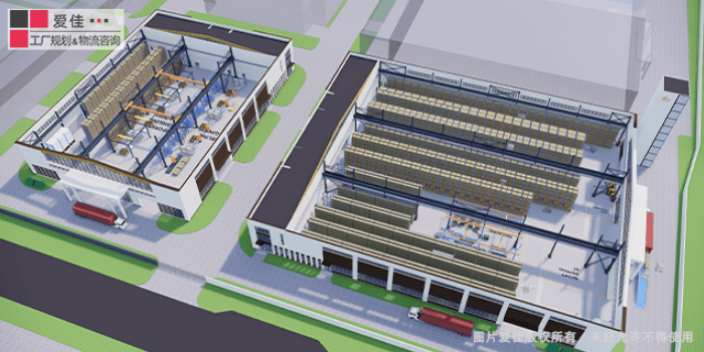
未来工厂物流规划将更加数字化,我们凭借丰富经验和专业洞察力,帮助客户实现智能化和自动化的物流流程。工厂整体物流规划咨询方案
在制品库存量的设定在工厂内不同工序之间是一个关键的决策,因为它直接影响到生产的流畅性、交货时间和库存成本。以下是一些考虑因素和建议,确定工厂工序间的在制品库存量:生产流程分析:首先,详细了解工厂的生产流程,包括每个工序所需的时间、资源和人力。了解每个工序之间的依赖关系和交付要求。需求和订单分析:分析当前订单和客户需求。了解客户的交货时间要求以及订单的数量和类型。这将有助于确定工序间库存的合理水平。工序间平衡:确保工序之间的生产能够平衡,以避免瓶颈和拥堵。库存在工序间的流动应该能够满足生产的需要,同时不会导致过多的库存积压。比较小批量和生产周期:考虑每个工序的比较小批量和生产周期。确定每个工序的比较小生产单元,以便根据需求进行生产和库存管理。安全库存:设定适当的安全库存水平,以应对意外情况,如工序故障或供应链中断。安全库存应该考虑到生产能力和交货时间。定期监控和优化:实施后,定期监控工序间库存水平,并进行优化。。精益生产原则:考虑采用精益生产原则,以减少浪费和库存。精益生产鼓励实现“拉动”生产,即只在下游工序需要时才进行生产,而不是推动生产到下一个工序。工厂整体物流规划咨询方案
- 数字工厂物流规划咨询业务 2024-10-09
- 工厂内部物流规划咨询业务 2024-10-09
- 流程型工厂物流规划咨询联系方式 2024-10-09
- 车间内部物流规划咨询 2024-10-09
- 智能车间物流规划咨询供应商 2024-10-09
- 生产车间物流规划咨询供应商 2024-10-08
- 工厂仓库物流规划咨询设计院 2024-10-08
- 工厂智慧物流规划咨询供应商 2024-10-08
- 工厂整体物流规划咨询价格 2024-10-08
- 车间自动化物流规划咨询企业 2024-10-08
- 制造物流规划咨询公司 2024-10-08
- 数字工厂物流规划咨询设计院 2024-10-08