- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
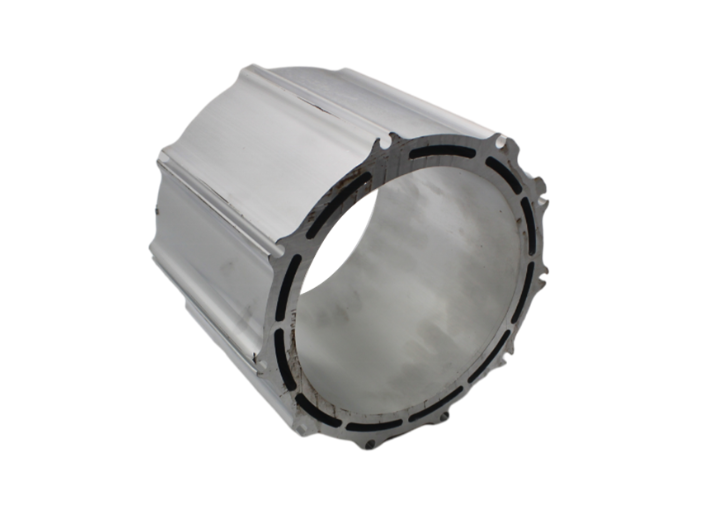
工业材铝电机壳结构复杂,铸造难度大.介绍了电机壳的结构特点并对电机壳常见铸造缺陷进行了识别.在此基础上,探讨了电机壳的典型砂型铸造工艺方案.对重力铸造,低压铸造,低压浇注翻转凝固和倾转铸造4种铸造方式生产电机壳的可行性进行了分析,并着重论述了低压铸造生产电机壳的浇注系统计和冒口设计.研究表明,上述4中铸造方式均可用于电机壳的生产,具体工艺选取则取决于产品结构特点,并借助计算机模拟仿真进行工艺可行性的评估.并论述了计算机模拟技术在电机壳铸造工艺开发中的应用。工业材铝电机壳确保铝电机在运行期间润滑良好。江西高压工业材铝电机壳
工业材铝电机壳影响表面粗糙度的因素:一、刀具的选择,工件材质的不同,选择的刀具也就不同,否则刀具相具有的加工性能得不到完美体现,甚至不具有加工性。二、进刀量的大小,为了保证较好的表面粗糙度,末了精刀,进给速度通常都很慢。三、转速的选择,为了达到较好的表面粗糙度要求,末了精刀加工电机壳转速通常都会高一些,这样加工出来的电机壳内壁会更光更亮,粗糙度会更好。四、机床设备的选择,选用自动化加工精度较好的数控设备。五、铸铁电机外壳,铸造需加工面的铸造的稳定性,可加工性是否较好等等。当然,加工电机壳过程中,还有很多影响其表面粗糙度的因素,还需我们去面对克服解决。山东工业材铝电机壳加工报价工业材铝电机壳加工之后要定期用净布和中性清洁剂清洁铝材表面。

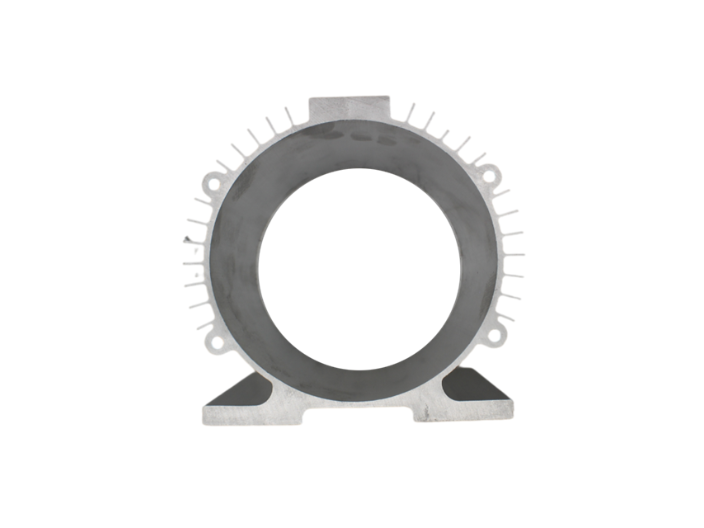
工业材铝电机壳的轮廓定位加工装置,包括定位座,所述定位座的上端面两侧具有向上凸起的凸沿,所述定位座上加工有与电机壳轮廓相一致的仿形轮廓定位腔,所述仿形轮廓定位腔内设有至少两个定位板,所述定位座的外侧设有由旋转调节装置驱动的调节顶杆,所述调节顶杆通向所述仿形轮廓定位腔,并与设在所述仿形轮廓定位腔中对应侧的压板相接,用于将放置于该仿形轮廓定位腔中的待加工电机壳压紧固定。本发明通过采用轮廓定位有效地解决了现有技术下通过一面两销定位的局限,另外,通过改变现有技术的固有的加工定位模式,采用可调夹紧装置有效地消除由于毛坯误差而产生的定位误差。
工业材铝电机壳前端盖的工艺优化,新能源电机壳前端盖铸件,壁厚差较大很难实现顺序凝固,且整体壁厚较薄不利于排气和氧化渣的上浮.利用计算机模拟原方案,发现铸件充型末端的气体和氧化渣需要通过已充型的型腔返回顶冒口,导致铸件产生气孔,夹渣缺陷.且在凝固过程中冒口无法对铸件中心通孔处的热节进行补缩,有形成缩松缺陷的倾向.由于铸件壁薄处不加工且有网格筋结构,无法设置工艺补贴,故在铸件一侧设置冒口.将充型过程调整为型腔由竖直倾转为水平的方式,利用倾转后冒口重力压力头提供补缩压力.对优化方案进行模拟,铸件充型平稳,气体和氧化渣可经由冒口排出,且凝固过程中的热节都可通过冒口补缩,缩松缺陷得到解决.进行生产验证铸件无铸造缺陷,且提高了工艺出品率。工业材铝电机壳是一种良性可循环的金属材料。
工业材铝电机壳型号多少:1、类型代号是表征电机的各种类型而采用的汉语拼音字母。比如:异步电动机Y;同步电动机T;同步发电机TF;直流电动机Z;直流发电机ZF。2、特点代号是表征电机的性能、结构或用途,也采用汉语拼音字母表示。比如:隔爆型用B表示;YB轴流通风机上用YT;电磁制动式YEJ;变频调速式YVP;变极多速式YD;起重机用YZD等。3、设计序号是指电机产品设计的顺序,用阿拉伯数字表示。对于初次设计的产品不标注设计序号,对系列产品所派生的产品按设计的顺序标注。比如:Y2、YB2。工业材铝电机壳的性质特征,一般温度在600度到700度之间。耐腐蚀铝合金工业材铝电机壳市场价
工业材铝电机壳拆卸电机时,可以从轴的延伸端或非延伸端取出转子。江西高压工业材铝电机壳
工业材铝电机壳常用表面处理工艺:进行了碱性抛光溶液体系的研究,比较了缓蚀剂、粘度剂等对抛光效果的影响,成功获得了抛光效果很好的碱性溶液体系,并初次得到了能降低操作温度、延长溶液使用寿命、同时还能改善抛光效果的添加剂。实验结果表明:在NaOH溶液中加入适当添加剂能产生好的抛光效果。探索性实验还发现:用葡萄糖的NaOH溶液在某些条件下进行直流恒压电解抛光后,铝材表面反射率可以达到90%,但由于实验还存在不稳定因素,有待进一步研究。探索了采用直流脉冲电解抛光法在碱性条件下抛光铝材的可行性,结果表明:采用脉冲电解抛光法可以达到直流恒压电解抛光的整平效果,但其整平速度较慢。江西高压工业材铝电机壳
江苏苏铝新材料科技有限公司是我国铝型材,电池托盘,铝边框,可定制铝加工件专业化较早的有限责任公司(自然)之一,苏铝是我国冶金矿产技术的研究和标准制定的重要参与者和贡献者。公司承担并建设完成冶金矿产多项重点项目,取得了明显的社会和经济效益。将凭借高精尖的系列产品与解决方案,加速推进全国冶金矿产产品竞争力的发展。


