
- 品牌
- 隆康金属,隆康金属制品
- 型号
- 6063
- 类型
- 铝板材,铝带材,铝排材,铝管材
- 加工工艺
- 挤压锭,铸造锭
- 产地
- 江阴
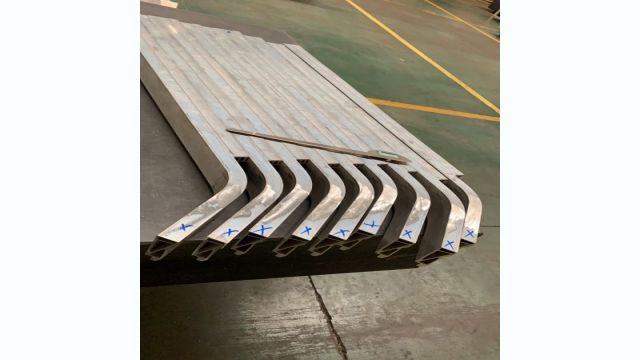
在铝型材的折弯、拉弯和弯圆过程中,工匠们通过精密的设备和技术,赋予铝材以多样化的形状和用途。折弯的铝型材可能会变成角形、U形、V形等各种形状,适用于不同的结构和应用场景。 拉弯的铝型材通常用于生产特殊长度的构件,例如长梁或支撑结构,以满足特殊项目的需求。这种方式确保了铝型材在整个长度上具有均匀的性能。 而弯圆则为铝型材提供了曲线形状的可能性,常见于管道、扶手等应用。通过精确控制弯曲半径,可以满足不同设计的弯曲要求,为建筑和工程提供更多设计灵感。在铝型材折弯中,润滑是非常重要的一环,可以减少模具与材料之间的摩擦力。江苏汽车保险杠铝型材折弯
铝型材折弯
铝型材的应用:1.工业用处,许多工业生产上都有铝型材的应用,就如设备机罩、设备机架围栏、非标铝型材框架、铝型材输送带、自动化机械设备、流水线工作台等。 2.建筑方面,这个方面比较常见的有门窗和幕墙,如内外装饰、施工模板、复合门窗、复合铝板等。 在这些地方使用铝型材,大多数是因为这种新材耐腐蚀、美观、防噪音好和光热的反射率好。 3.家庭和汽车设备,如桌椅、一些家庭挂饰、骑车的连接件和骑车的外部框架等。 4.散热器,铝型材散热器在很多方面有很多的优良性能,是散热器的一种非常好的材质。 5.一些饮料设备,如主体框架、医用器械、医用担架床体框架等。 6.太阳能边框、光伏支架、太阳能光伏扣件零部件等。 安全围栏铝型材折弯价格多少这种加工过程通常需要专业的设备,如折弯机,以将铝型材沿特定轴线或角度弯曲。
铝型材的生产通常包括挤压、拉伸、轧制等工艺。其中,挤压是常见的一种工艺,通过将铝合金加热至挤压温度,通过挤压机器成型。铝型材具有较好的可加工性,可通过切割、焊接、折弯等加工工艺进行定制,满足各种特定项目的需求。铝型材拉弯在工业生产中是一种重要的成形工艺,用于制造尺寸大、外形准确度要求较高、相对弯曲半径大的变曲率挤压和板弯型材弯曲件。加工工流程的介绍: ⑴来料检查。 ⑵铣切加工。 ⑶预拉弯。 ⑷修整。 ⑸预拉弯后的检验。 ⑹淬火后的运输保存。 ⑺补拉弯。 ⑻修整。 ⑼检验。 ⑽钳工。
铝合金精密铸造加工: 精密铸造是⼀种特殊的铸造。⽤这种⽅法得到的零件⼀般不需要加⼯。如熔模铸造、压铸等。⼀般做法是:先根据产品要求设计制造⼀个模具(可以很⼩也可以没有余量),⽤浇铸法浇铸蜡,得到原来的蜡模;对蜡模重复上漆、砂光、硬化、烘⼲的过程;将内蜡模溶解脱蜡,得到模腔;烘烤成型,使其具有⾜够的强度;浇注所需⾦属材料,脱壳、清砂,得到⾼精度成品;热处理,如热处理、冷加⼯等。,是根据产品要求进⾏的。铝型材折弯是一种常见的金属加工技术,常见于建筑、制造和工程行业。铝型材粉末加工: 粉末制造是指⽣产⾦属粉末,通过搅拌、成型、烧结等⼯艺过程,制成材料或产品。有两点: (1)制造⾦属粉末(包括合⾦粉末),以下简称“⾦属粉末”。 (2)⾦属粉末(有时是少量⾮⾦属粉末)经混合、成型、烧结后,可制成各种材料(所谓“粉末冶⾦材料”)或各种材料(有时是“粉末冶⾦制品”)。折弯铝型材时,操作员通常需要调整折弯机的参数,以适应不同的铝型材规格和厚度。

铝型材拉弯的特点: 1、一般的拉弯设备或者工艺只能弯曲小于或等于180的工件,无法像滚弯一样一次性加工360度或者更大的弯曲角度。之所以说是一般,是因为据小编所知还有一种回转型的拉弯设备,但是很少见。 2、拉弯时工件以内表面为中性层,其余位置全部受延展,也就是说理论上所有的拉弯件在弯曲后都会比原来的长一点。 3、拉弯加工时,不论是加工什么类型的工件,肯定是需要预留料头的(因为一般情况下材料两头都会因拉弯夹紧而损伤),这点跟滚弯或者弯管很不一样。 4、拉弯无法成型较小半径的工件,若成型半径较小,则工件往往会出现断裂等不良现象,至于为什么会这样,可以参考上述的第二点。铝型材折弯的工艺参数选择不当会影响产品的质量和使用性能。江苏流水线制造铝型材折弯生产商
铝型材折弯过程中,材料的变形和应力分布需要精确控制。江苏汽车保险杠铝型材折弯
铝型材各部分尺寸超过了型材断面图纸尺寸的公差要求称尺寸超差;通常的尺寸超差有:壁厚超差、圆棒、圆管的外径超差,扁方管的长(宽)边超差,不规格型材角度超差,开口尺寸超差等;多数的原因是模具设计时尺寸预留不合理,或模具挤压时产生变形,或模具使用时间太长,或拉伸矫直时拉伸率控制不当等因素造成的; 消除方法: 1)建立模具档案,对于模具变形、使用时间长、壁厚已超差的模具应及时报废;改进模具设计和模具制造工艺; 2)对于角度超差、开口尺寸超差的应修正模具工作带,确保铝型材流动均匀; 3)拉伸矫直时,适当控制拉伸量;对有开口的铝型材,夹头时在开口处放上适当的垫块,可以防止拉伸时收口; 4)严格控制挤压温度和挤压速度; 江苏汽车保险杠铝型材折弯
- 安徽流水线制造铝型材折弯销售电话 2024-06-23
- 上海汽车保险杠铝型材折弯销售电话 2024-06-23
- 江西建材铝型材折弯厂家 2024-06-23
- 福建格栅铝型材折弯价格多少 2024-06-23
- 上海定制铝型材折弯生产厂家 2024-06-23
- 外墙装饰铝型材折弯多久 2024-06-23
- 浙江建材铝型材折弯工业化 2024-06-23
- 上海汽车保险杠铝型材折弯销售价格 2024-06-23
- 上海铝型材折弯销售电话 2024-06-23
- 外墙装饰铝型材折弯推荐厂家 2024-06-22
- 江西汽车保险杠铝型材折弯 2024-06-22
- 江苏汽车行李架铝型材折弯价格多少 2024-06-22


