- 品牌
- 六安,华伟
- 型号
- 齐全
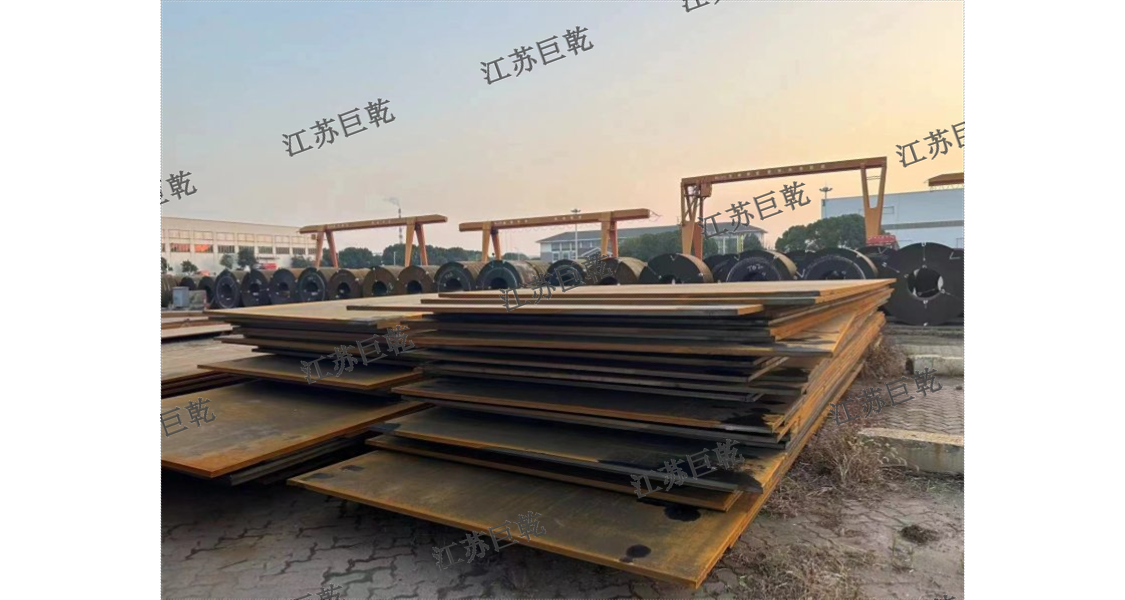
中厚板大约拥有200年的生产历史,它是国家现代化不可缺少的一项钢材品种。中厚板按照厚度可以分为中板、厚板、特厚板,具体分类如下:厚度在4-20mm的钢板称为中板;厚度在20-60mm的钢板称为厚板;厚度在60mm以上称为特厚板。在轧制过程中,在头几个道次钢板沿长度方向往往会发生弯曲,如果钢板比较短,加上相邻辊道间距较大,钢板就会卡在某个位置停滞不动。即使辊道不停转动,但由于钢板与辊道之间的摩擦力不够,钢板无法前进或后退,这种情况就叫“摊钢。”一旦出现“摊钢”现象,可以用后面的坯料去直接冲击处于“摊钢”位置的钢板,使其离开危险区域。 买中板找巨乾,现货厂家,品种齐全。江苏中厚板找哪家
中厚板是指厚度4.5-25.0mm的钢板分普碳板、优碳板、低合金板、船板、桥梁板、锅炉板、容器板等,厚度25.0-100.0mm的称为厚板,厚度超过100.0mm的为特厚板。厚度虽小,但横向剪力所引起的变形和弯曲变形属同一量级,在分析静载荷下的应力和变形时,仍须考虑横向剪切效应,垂直于板面方向的正应力则可忽略。在分析动载荷下的应力和变形时,除考虑横向剪切效应外,还须考虑微段的惯性力和阻尼力矩。中厚板在机械工业中早已有广泛应用。近年来由于高压、高温和强辐射的环境要求,工程中板的厚度有所增加,很多板件均改用中厚板理论进行分析。 淮安华伟中厚板常州巨乾中板,一站式中板销售中心,为您省时省心。
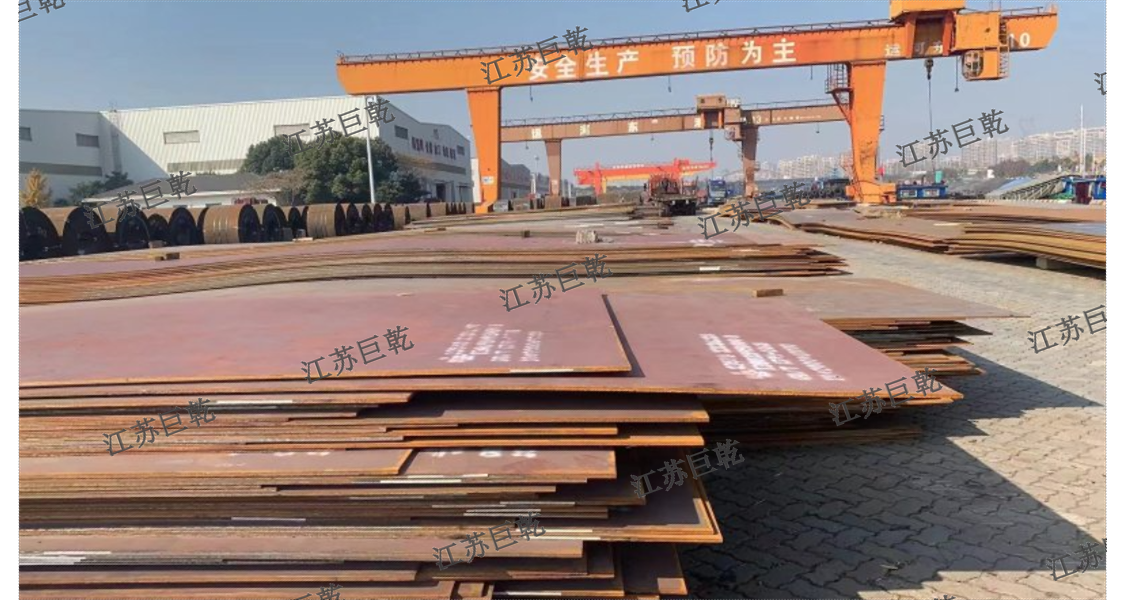
近十多年来,我国在中厚板装备和技术上持续投入力量,已建成投产的中厚板轧机中,5000mm及以上产线7条、4000mm-4300mm产线14条以上,基本具备了世界前沿的冶金装备和拓展品种能力的软硬件条件。和21世纪初相比,我国中厚板企业的综合品种能力发生了翻天覆地的变化,具备了追赶全球发达钢铁企业脚步的水平和能力。鞍钢是我国传统的宽厚板生产基地,拥有数量多、配套全的中厚板产线,因其长期的技术积淀和用户积累,排在国内品种能力前位,和Indu-Steel、迪林根和浦项的品种能力处在同一水平,仅次于日本制铁,紧跟随国际钢铁公司的步伐。
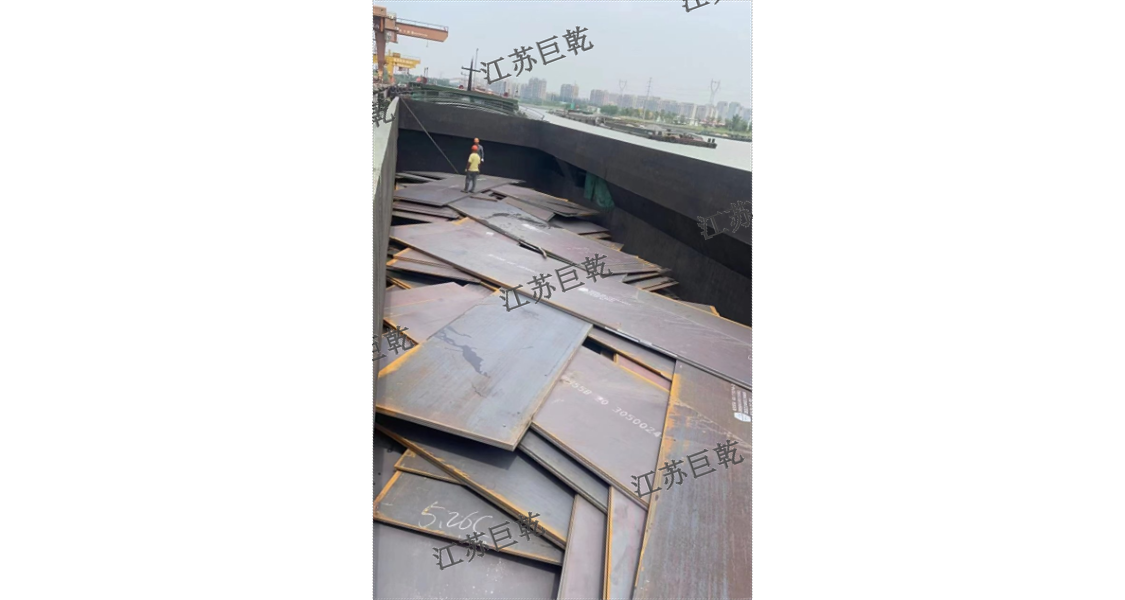
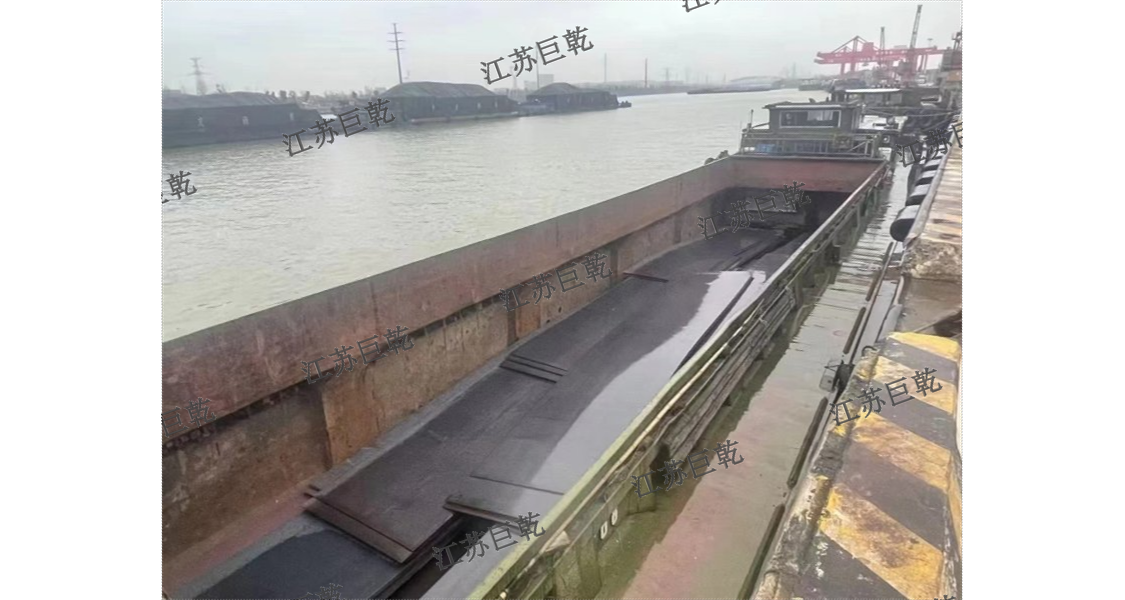
假如属于定型产品,选用接近定尺的板、带材时,可订购定尺或倍尺的公道料,实行套材的下料方法,能明显进步板、带材的利用率。企业与企业间,行业与行业间边角余料的多次利用,也是被实践证实进步材料利用率,节约材料的有效方法。生产工艺流程倍尺板坯入库→板坯切割→定尺板坯入库→板坯上料→板坯入炉→丛哗板坯加热→板坯出炉→板坯粗除鳞→轧制精除鳞→钢板冷却_ADCO→热分段剪分段→钢板矫直→冷床空冷→钢板上下表面检查修磨→钢板切边→钢板切头尾、定尺、取样→钢板标印→成品收集→成品入库→探伤→入库。江苏中板哪家便宜,找常州巨乾,现货库存,品种齐全。
中厚板的生产流程通常为配合控制轧制,采用低温出炉的加热制度,可节省燃料消耗。轧制工艺分三个阶段:1、成形轧制,消除板坯表面的影响和提高宽度控制的精度,沿板坯长度方向或斜向进行1~4道轧制。把坯料轧至所要求的厚度。2、展宽轧制,这是中厚板不同于其他种类板材轧制的重要工序。为达到轧制成品规格所要求的宽度,板坯转90°、沿板宽方向轧制。3、精轧,展宽轧制后再转90°,转回原坯料长度方向,轧制到成品板厚度。妥善制定中厚板轧制工艺能提高轧机的生产能力、钢板的质量和成材率。要确保钢板的平直度,除采取各种保证板形的措施外,对厚度40mm以下的钢板每块均需经过热矫直,对不平直的冷钢板进行冷矫直。为冷剪切成品板,钢板要冷至150以下,冷却要均匀,冷却速度应适宜;自从采用滚切式剪机剪切后,基本上解决了剪弯缺陷问题;调整剪刃间隙可以很大提高钢板剪切断面的质量。根据钢板质量要求,用超声波进行不同深度的探伤,对焊管用板的四个板边要进行探伤。热处理时除了保证板的机械性能外,还要保证板形良好。抛丸涂层法多用于生产造船和桥梁用板,抛丸去除氧化铁皮后,再涂层防锈,涂层后应快干。钢板表面尺寸形状的检查主要靠人工进行。 巨乾中厚板,您身边的建筑行家,为您提供高质的产品和服务。安庆低合金中厚板现货批发
巨乾中厚板,以客户的需求为导向,以技术的创新为中心,为您提供个性化的解决方案。江苏中厚板找哪家
我国为适应大规模基本建设的需要,过往产业产品和耐用消费品,对钢板的要求急剧增长。为适应新形势发展的需要,为些年我国钢板的生产也有了很大发展,并建成了像武钢等一批先进的钢板生产骨干企业。钢板成张或成卷供给。成板的规格以厚度宽度长度的毫米数表示。熟悉板、带材的规格,在宽度和长度上充分利用,对进步材料利用率,减少不适当的边角余料、降低工时及产品本钱,有十分重要的意义。在选购板、带材时,应尽量选用为产品坯料整倍的规格。江苏中厚板找哪家
- 淮南现货中厚板现货批发 2024-11-24
- 南通中厚板找常州巨乾 2024-11-24
- 安庆长达中厚板厂家 2024-11-23
- 滁州现货中厚板 2024-11-23
- 江苏低合金中厚板 2024-11-23
- 南通现货中厚板找江苏巨乾 2024-11-23
- 杭州低合金中厚板现货商 2024-11-23
- 长达中厚板找哪家 2024-11-23
- Q355B中厚板批发 2024-11-23
- 合肥Q235B中厚板厂家 2024-11-23
- 舟山Q235B中厚板价格便宜 2024-11-23
- 徐州江苏巨乾中厚板现货批发 2024-11-23