- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
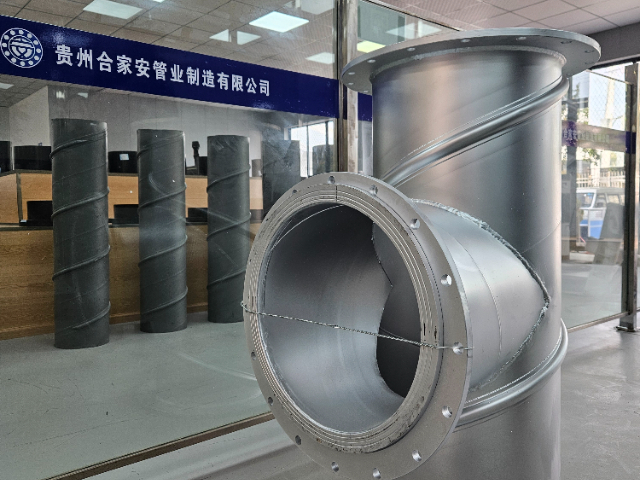
镀锌螺旋焊接复合钢管以其独特的性能在众多管材中脱颖而出。其螺旋焊接的结构特点使得钢管在承受压力时具有更好的稳定性和可靠性。同时,镀锌层的存在有效地阻止了钢管表面与空气、水分等的接触,降低了氧化和腐蚀的速度。在矿山开采中,这种钢管常用于通风系统和排水系统。通风管道需要承受较大的风压,镀锌螺旋焊接复合钢管能够确保通风系统的正常运行,为矿工提供良好的工作环境。在排水方面,它能够快速、有效地排除矿井中的积水,保障生产安全。比如,在某金属矿山的开采过程中,由于地质条件复杂,井下积水严重。通过安装镀锌螺旋焊接复合钢管排水管道,成功解决了积水问题,提高了开采效率。镀锌螺旋焊接复合钢管的选材严格,质量有保障。云南工程镀锌螺旋焊接复合钢管生产厂家
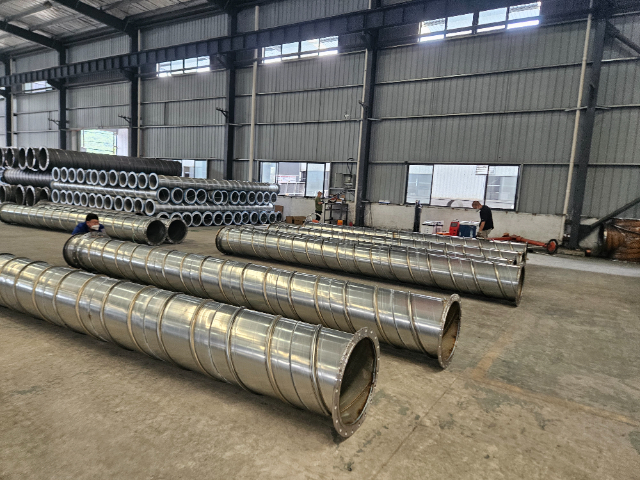
矿用镀锌螺旋焊接复合钢管在矿业资源的高效利用方面发挥着重要作用。在矿石的选矿、输送和加工过程中,管道系统的高效运行能够明显降低能耗和成本。镀锌螺旋焊接复合钢管以其内壁光滑、水流阻力小的特点,提高了流体输送的效率,减少了能耗。同时,其耐腐蚀性能也延长了管道的使用寿命,减少了因管道更换而中断生产的时间。此外,该管材还具有良好的耐磨性,能够抵抗矿浆等颗粒物的冲刷磨损,确保了矿石的顺利输送和加工。这些优势共同促进了矿业资源的高效利用和可持续发展。安顺矿用镀锌螺旋焊接复合钢管生产商如何根据具体项目需求选择合适的镀锌螺旋焊接复合钢管?
在矿场环境中,镀锌螺旋焊接复合钢管的使用需要深入的技术分析和操作规范。对于钢管的螺旋焊接工艺,焊接材料的选择要与钢管的材质相匹配,以保证焊缝的强度和韧性。此外,焊接过程中的保护气体也会影响焊缝的质量。例如,使用氩气和二氧化碳的混合气体作为保护气体,可以有效地防止焊缝氧化,提高焊缝的外观质量和内在性能。在矿山的瓦斯抽放系统中,钢管不仅要承受瓦斯气体的压力,还要防止瓦斯泄漏。这就要求钢管的焊缝进行 100%的无损检测,如 X 射线探伤、超声波探伤等。同时,钢管的密封性能也需要通过严格的气密试验来验证。以某瓦斯突出矿井为例,其瓦斯抽放系统采用了镀锌螺旋焊接复合钢管。焊接时选用了与钢管材质匹配的焊丝,并采用 80%氩气和 20%二氧化碳的混合保护气体。焊缝完成后,进行了 X 射线探伤和超声波探伤,确保焊缝无缺陷。在安装前,对每根钢管都进行了气密试验,试验压力为设计压力的 1.2 倍,保压 30 分钟,无泄漏现象方为合格。
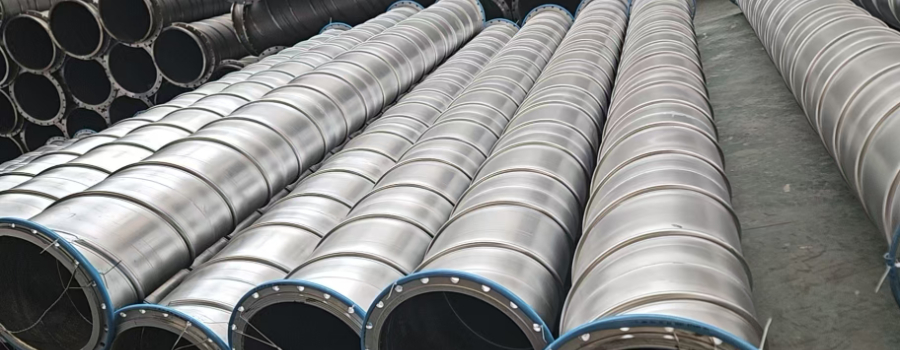
合家安矿用镀锌螺旋焊接复合钢管在维护方面表现出色,有效降低了矿山的运营成本。该管材的耐腐蚀性和耐磨性减少了因介质腐蚀和冲刷导致的管道损坏和维修频率。同时,其螺旋焊接结构使得管道在维修和更换时更加方便快捷。当局部管段出现问题时,只需对损坏部分进行切割和更换即可,无需整段更换,很大降低了维修成本和停机时间。此外,该管材还具有良好的密封性能,减少了因泄漏导致的物料损失和环境污染风险。这些优点共同为矿山企业节约了运营成本,提高了经济效益。镀锌层能够有效防止电化学腐蚀,保护钢管内部结构。

镀锌螺旋焊接复合钢管在矿用领域的应用有着严格的技术要求和实际操作要点。在矿井排水系统中,钢管所承受的水压是一个关键因素。这就要求钢管不仅要有足够的壁厚,还需要良好的焊接质量。焊接时,要注意消除焊缝中的气孔、夹渣等缺陷,这些缺陷会削弱钢管的强度,增加漏水的风险。对于钢管的镀锌处理,要考虑矿井水中可能含有的化学物质对锌层的腐蚀作用。因此,在镀锌前,需要对钢管表面进行彻底的清洁和预处理,去除油污、锈迹等。同时,根据矿井水的成分,选择合适的镀锌工艺和镀锌层厚度。以某金属矿山为例,其深部开采区域的排水系统采用了镀锌螺旋焊接复合钢管。为了应对高达 5MPa 的水压,钢管的壁厚选择为 10 毫米,焊接采用多层多道焊,每道焊缝都进行了严格的无损检测。在镀锌方面,鉴于矿井水中含有较高浓度的硫酸盐,采用了耐腐蚀性更强的锌镍合金镀层,镀层厚度为 100 微米,确保了钢管在恶劣的排水环境中能够长期稳定运行。复合结构增强了钢管的抗压强度,镀锌处理则进一步提升了防腐效果。毕节新型镀锌螺旋焊接复合钢管技术指导
适用于多种流体传输的镀锌螺旋焊接复合钢管,展现了其灵活的应用性。云南工程镀锌螺旋焊接复合钢管生产厂家
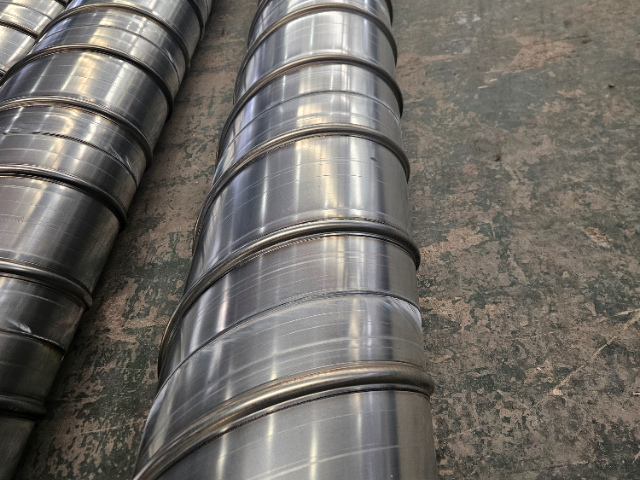
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。埋弧自动焊是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。螺旋钢管的焊接方法尤其独特的特点,特点就是:采用一个挤压装置先对未焊接的焊缝两侧钢板的内侧表面进行挤压,消除不平的突出点,保证未焊接的焊缝两侧的钢板内侧光洁平滑,然后焊接。同时,该挤压装置又作为焊头的定位装置,即将焊头与挤压装置紧紧的固定在一起,当挤压装置沿着未焊接的焊缝移动时,保证焊头也很准确地沿着未焊接的焊缝移动,从而保证了焊头始终处在焊缝的中间位置。这样就能保证生产线自动焊接出焊缝的质量稳定优良,基本不需要人工返修。螺旋钢管的这种焊接这种方法,其中的优点是完全实现了自动化;第二个优点,它是在埋弧底下进行焊接,所以它的热交换和保护性能比较强,焊接出来的质量比较高;第三个优点,由于埋弧自动焊中电弧埋在焊药底下。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。云南工程镀锌螺旋焊接复合钢管生产厂家
- 曲靖镀锌螺旋焊接复合钢管联系方式 2024-11-25
- 昆明新型镀锌螺旋焊接复合钢管用途 2024-11-25
- 重庆优势镀锌螺旋焊接复合钢管型号 2024-11-25
- 内蒙古优势镀锌螺旋焊接复合钢管技术指导 2024-11-25
- 呼伦贝尔优势镀锌螺旋焊接复合钢管生产厂家 2024-11-15
- 内蒙古优势镀锌螺旋焊接复合钢管型号 2024-11-15
- 六盘水镀锌螺旋焊接复合钢管生产厂家 2024-11-15
- 昭通镀锌螺旋焊接复合钢管参考价 2024-11-15
- 贵州矿用镀锌螺旋焊接复合钢管价格表格 2024-10-28
- 四川新型镀锌螺旋焊接复合钢管厂家 2024-10-28
- 重庆矿用镀锌螺旋焊接复合钢管用途 2024-10-28
- 铜仁新型镀锌螺旋焊接复合钢管咨询报价 2024-10-28