- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
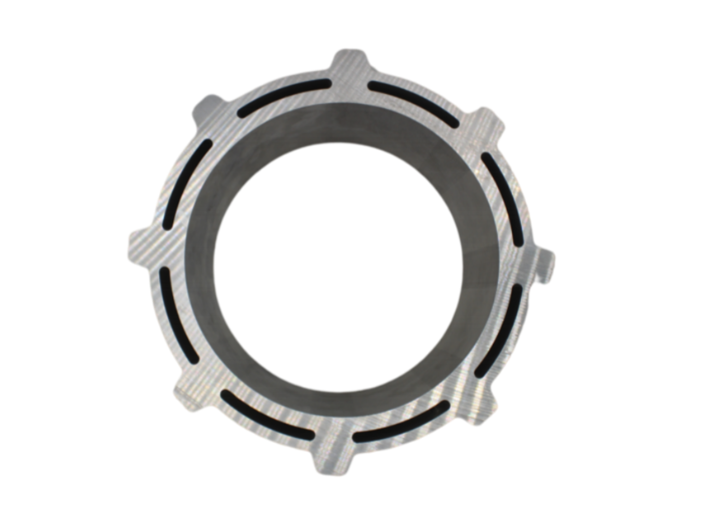
挤压工艺是将加热至一定温度的铝合金坯料放入挤压机的挤压筒内,在强大的挤压力作用下,使坯料通过特定形状的模具挤出,从而获得具有所需截面形状和尺寸的型材。对于铝电机壳生产,挤压工艺主要用于制造电机壳的筒身部分。在挤压过程中,需要严格控制挤压温度、挤压速度和挤压力等工艺参数。挤压温度一般根据铝合金的成分和挤压工艺要求,控制在 450℃ - 550℃之间。温度过高,铝合金容易出现过烧现象,导致材料性能下降;温度过低,则挤压力增大,模具磨损加剧,且产品表面质量变差。挤压速度通常根据型材的复杂程度和尺寸大小进行调整,一般在 0.5m/min - 5m/min 范围内。合适的挤压速度既能保证生产效率,又能确保产品质量。挤压力的大小取决于铝合金的材质、坯料尺寸以及模具结构等因素,需要通过计算和实际生产经验进行确定。在挤压操作过程中,还需要注意模具的润滑和冷却,以减少模具磨损,提高模具寿命,并保证产品表面质量。工业材铝电机壳可以有效地提高电机的维护性。中国澳门高压工业材铝电机壳
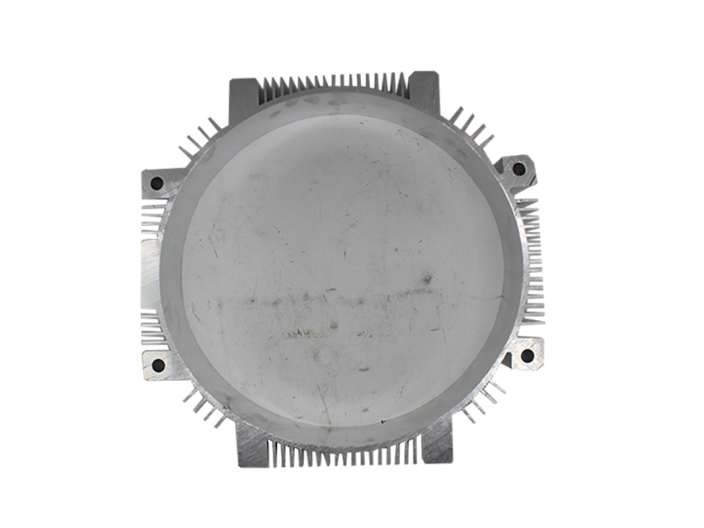
压铸工艺具有诸多明显优势。首先,压铸能够实现高精度的成型,尺寸公差可以控制在较小范围内,一般可达 ±0.1mm - ±0.2mm,这对于保证电机壳的装配精度至关重要。其次,压铸工艺的生产效率极高,能够实现大批量生产,适合大规模工业化生产需求。每分钟可完成多个电机壳的压铸成型,大幅度提高了生产速度。再者,压铸可以制造出形状复杂的电机壳,能够满足电机多样化的设计要求,如带有散热筋、安装孔、加强肋等结构的电机壳。然而,压铸工艺也面临一些挑战。一方面,压铸模具的制造成本较高,一套高精度的压铸模具价格可达数十万元甚至上百万元,这对于一些小型企业来说是较大的负担。另一方面,压铸过程中容易出现气孔、缩孔等缺陷。由于铝合金在高压下快速填充模具型腔,空气难以完全排出,从而在铸件内部形成气孔。同时,在冷却凝固过程中,如果补缩不足,也会产生缩孔缺陷。这些缺陷会影响电机壳的质量和性能,需要通过优化工艺参数、改进模具设计以及采用先进的铸造技术(如真空压铸、半固态压铸等)来加以解决。精密国产工业材铝电机壳加工采用工业材铝电机壳的传动机构更加紧凑,占用空间小。
商业建筑与工业设施商业建筑和工业设施能耗巨大,储能箱能够帮助这些建筑实现能源的高效利用。通过峰谷电价差异,储能箱可以在电价较低时存储能量,在高峰时段释放,从而降低电费成本。对于具有不稳定能源需求的生产设施,储能箱还可以保障生产线的平稳运行。电网调节与管理电网级的储能箱应用是平衡供需、提高电网稳定性和灵活性的关键。储能箱可以在电力需求高峰期迅速响应,提供必要的电力补充;同时在电力过剩时储存能量。特别是对于可再生能源的高比例接入,储能箱可以有效缓解其间歇性和波动性带来的影响。
未来发展趋势展望未来,储能箱技术将继续向着更高能量密度、更长寿命、更低成本和更高安全性的方向发展。新材料的研发、制造工艺的创新和系统集成的优化都将推动储能箱技术的进步。同时,随着智能电网和物联网技术的发展,储能箱的智能化管理和运营也将变得更加高效。结语:储能箱作为能源存储的关键设备,不仅对于促进可再生能源的利用具有重要意义,也对于构建更加灵活和稳定的能源系统至关重要。面对未来的挑战和机遇,储能箱技术的创新和应用将在全球能源转型中扮演越来越重要的角色。工业材铝电机壳的设计符合人机工程学原理,方便维护。
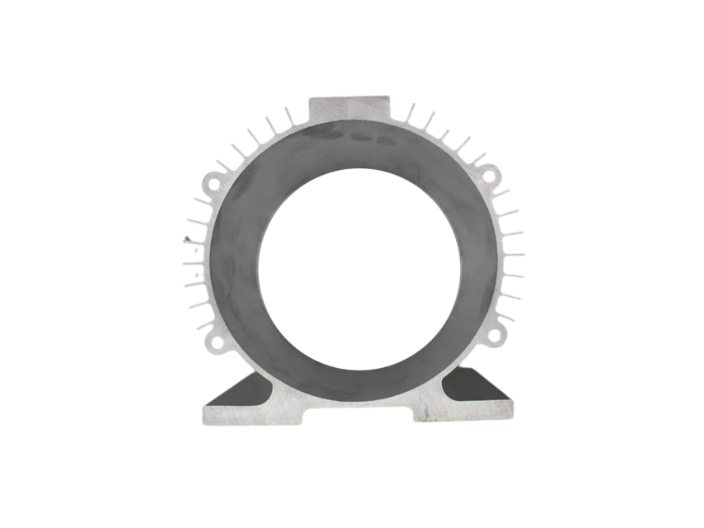
工业材铝电机壳使用领域研究摘要:随着工业技术的快速发展,铝制电机壳在工业领域的应用日益普遍。铝作为一种轻质、强高度的金属材料,在电机制造领域具有明显的优势。工业材铝电机壳以其优良的导热性能、抗腐蚀性和加工性能,逐渐成为了电机制造的优先材料。随着新能源、智能制造等领域的蓬勃发展,工业材铝电机壳的使用领域也在不断扩展。新能源汽车领域的应用新能源汽车作为未来汽车产业的发展方向,对电机壳的性能要求极高。工业材铝电机壳因其轻质强高、散热性能好的特点,在新能源汽车领域得到了广泛应用。一方面,铝制电机壳能够有效减轻车辆的整体重量,提高能源利用效率;另一方面,其优良的导热性能有助于保证电机在高速运转时的稳定性,提高车辆的安全性能。变电站中常用的工业材铝电机壳可以有效地阻止防爆器的腐蚀。散热器高精度工业材铝电机壳定制
工业材铝电机壳的外观美观,耐腐蚀性能更强。中国澳门高压工业材铝电机壳
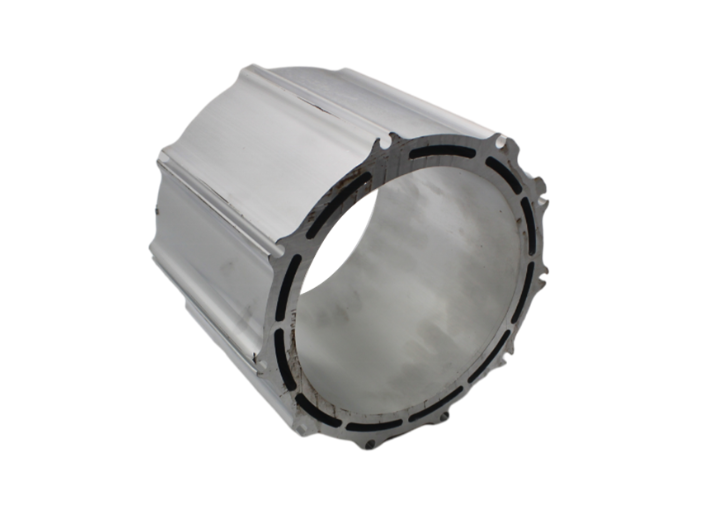
压铸是铝电机壳生产中较为常用的工艺之一。其原理是在高压作用下,将液态或半液态的铝合金快速注入金属模具型腔中,在压力作用下冷却凝固成型。压铸工艺的流程主要包括模具设计制造、铝合金熔炼、压铸成型、脱模以及后续处理等环节。在模具设计制造阶段,需要根据电机壳的结构特点和尺寸要求,设计并制造出高精度的压铸模具。模具通常由定模和动模两部分组成,型腔的形状与电机壳的较终形状一致。铝合金熔炼时,将符合要求的铝合金原材料放入熔炉中,加热至合适的温度,使其完全熔化。在压铸成型过程中,通过压铸机将熔化的铝合金以极高的速度和压力注入模具型腔,填充模具的各个角落。待铝合金冷却凝固后,打开模具,取出成型的电机壳毛坯。脱模后,对电机壳毛坯进行去毛刺、清理等初步处理,为后续加工做准备。中国澳门高压工业材铝电机壳
- 防泄漏精密工业材铝电机壳批发 2025-11-24
- 抗氧化大功率工业材铝电机壳厂家 2025-11-24
- 自动化铝合金工业材铝电机壳生产 2025-11-24
- 精密国产工业材铝电机壳销售 2025-11-24
- 自动化高压工业材铝电机壳订做 2025-11-24
- 抗氧化高压工业材铝电机壳生产 2025-11-24
- 中国澳门工业材铝电机壳制造商 2025-11-24
- 抗氧化铝合金工业材铝电机壳价格 2025-11-24
- 中国香港工业材铝电机壳直销 2025-11-24
- 自动化铝合金工业材铝电机壳直销 2025-11-24
- 中国香港国产工业材铝电机壳 2025-11-24
- 散热器高性能工业材铝电机壳市场价 2025-11-24