- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
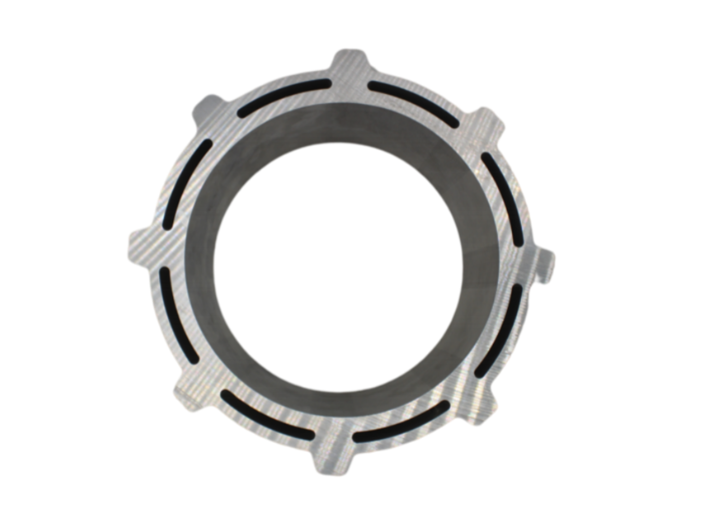
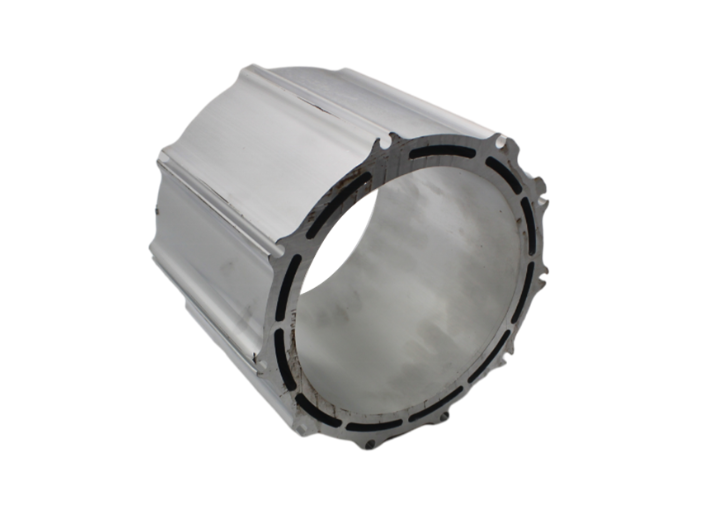
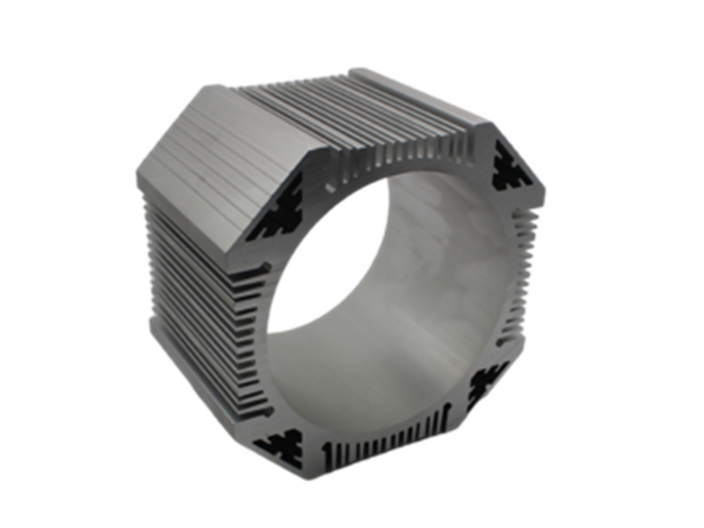
挤压工艺生产的铝电机壳具有独特的优势。首先,挤压型材的组织致密,力学性能优良。由于在挤压过程中,铝合金受到强烈的三向压应力作用,内部缺陷得到有效压实,晶粒得到细化,从而使电机壳的强度和韧性得到显著提高。其次,挤压工艺可以生产出具有各种复杂截面形状的电机壳筒身,如圆形、方形、异形等,能够满足不同电机的结构设计需求。通过设计不同形状的模具,可以轻松实现多样化的截面形状。再者,挤压工艺生产的产品表面质量较高,表面粗糙度可达 Ra0.8 - Ra3.2μm,能够减少后续表面处理的工作量。然而,挤压工艺也存在一定的局限性。一方面,挤压工艺对于模具的要求较高,模具的设计和制造难度较大,成本也相对较高。另一方面,挤压工艺在生产过程中,对于坯料的尺寸和质量要求较为严格,如果坯料质量不稳定,容易导致挤压产品出现缺陷。而且,挤压工艺在生产一些特殊结构的电机壳(如带有复杂内部结构的电机壳)时,可能需要进行后续的机械加工来实现,增加了生产工序和成本。工业材铝电机壳使用寿命长,减少维修和更换次数。低振动高精度工业材铝电机壳公司
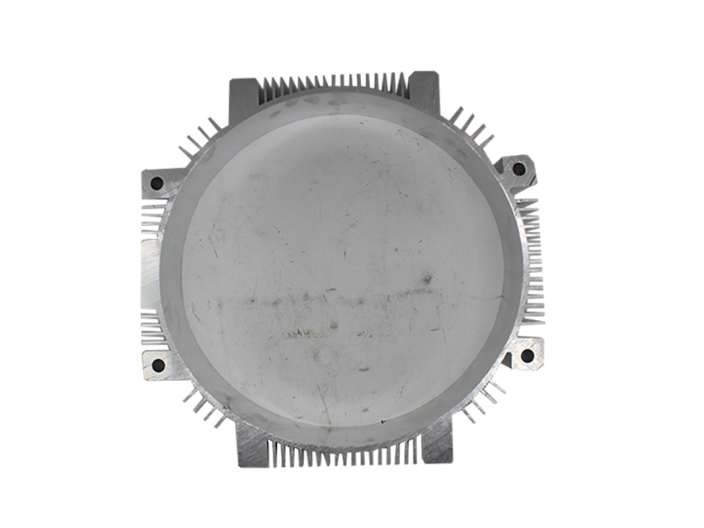
经过压铸或挤压成型的铝电机壳毛坯,通常需要进行一系列的机械加工工序,以达到较终的尺寸精度和表面质量要求。常见的机械加工工序包括车削、铣削、钻孔、攻丝等。车削加工主要用于加工电机壳的内孔、外圆表面以及端面等,通过车削可以保证电机壳的内径、外径尺寸精度以及圆柱度等形位公差要求,尺寸精度一般可控制在 ±0.01mm - ±0.05mm。铣削加工则常用于加工电机壳上的平面、凹槽、安装孔等结构,能够保证平面度、垂直度等形位公差要求,平面度精度可达 ±0.02mm - ±0.05mm。钻孔和攻丝工序用于在电机壳上加工各种安装孔和螺纹孔,以便电机的安装和固定。在机械加工过程中,需要根据铝合金材料的特性选择合适的刀具和切削参数,如刀具的材质一般采用硬质合金,切削速度、进给量和切削深度等参数需要根据具体加工要求和材料性能进行优化,以提高加工效率和加工质量,降低刀具磨损。抗氧化铝合金工业材铝电机壳现货工业材铝电机壳的精细加工能够保证电机的高效性能。
工业材铝电机壳的未来发展趋势随着科技的不断进步和工业的快速发展,工业材铝电机壳将面临更多的机遇和挑战。未来工业材铝电机壳的发展趋势将主要体现在以下几个方面:轻量化与集成化随着节能减排的要求越来越高,轻量化成为电机壳发展的重要方向。通过采用新型材料和优化结构设计,可以进一步降低电机壳的重量和能耗。同时,随着电机功能的不断增加和复杂化,电机壳的集成化趋势也日益明显。将多个功能模块集成在一个电机壳中,可以提高电机的整体性能和可靠性。
随着工业技术的飞速发展与产业升级的不断推进,对电机性能的要求日益严苛,这也促使电机壳材料与设计的持续革新。工业材铝电机壳,凭借铝合金材料自身独特的物理与化学属性,在众多电机壳材料中脱颖而出,逐渐成为行业关注的焦点与应用的新宠。其在轻量化、散热性、耐腐蚀性等方面展现出的***优势,不仅有力地推动了电机性能的提升,更对相关产业的发展产生了深远影响。因此,深入探究工业材铝电机壳的性能特点、生产工艺、应用领域以及市场发展趋势,对于把握电机行业的发展脉搏、推动工业领域的技术进步具有重要的现实意义。工业材铝电机壳使用寿命长,能够降低生产成本。

工业材铝电机壳的加工工艺工业材铝电机壳的加工工艺包括切割、钻孔、铣削、冲压、焊接等多个环节。下面将分别对这些加工工艺进行详细探讨:切割工艺切割是电机壳加工的第一步,其目的是将原材料切割成所需的形状和尺寸。在工业材铝电机壳的加工中,常用的切割方法有锯切、铣切和激光切割等。其中,激光切割具有高精度、高效率和高灵活性的优点,适用于复杂形状的切割。钻孔工艺钻孔是电机壳加工中的重要环节,其目的是在电机壳上钻孔以安装螺栓、轴承等零部件。工业材铝电机壳不含有任何有害物质,对人体安全无害。铝合金精密工业材铝电机壳批发价
工业材铝电机壳的表面耐磨性好,防止划痕和损伤。低振动高精度工业材铝电机壳公司
相关实验表明,在相同的海洋腐蚀环境下,铸铁电机壳在 1 - 2 年内就会出现明显的锈蚀现象,而铝电机壳经过 5 - 8 年的使用,表面依然保持完好,只轻微变色。铝是非磁性材料,在电机运行过程中,不会产生磁滞和涡流损耗,这对于提高电机的效率具有积极作用。在一些对电磁兼容性要求较高的应用场合,如精密电子设备、医疗仪器等配套的电机中,铝电机壳能够有效避免对周围电子元件产生电磁干扰,确保整个系统的稳定运行。与磁性材料制成的电机壳相比,使用铝电机壳的电机在电磁转换效率上可提高 2% - 5%,能够更高效地将电能转化为机械能,降低能源消耗。低振动高精度工业材铝电机壳公司
- 防泄漏精密工业材铝电机壳批发 2025-11-24
- 抗氧化大功率工业材铝电机壳厂家 2025-11-24
- 自动化铝合金工业材铝电机壳生产 2025-11-24
- 精密国产工业材铝电机壳销售 2025-11-24
- 自动化高压工业材铝电机壳订做 2025-11-24
- 抗氧化高压工业材铝电机壳生产 2025-11-24
- 中国澳门工业材铝电机壳制造商 2025-11-24
- 抗氧化铝合金工业材铝电机壳价格 2025-11-24
- 中国香港工业材铝电机壳直销 2025-11-24
- 自动化铝合金工业材铝电机壳直销 2025-11-24
- 中国香港国产工业材铝电机壳 2025-11-24
- 散热器高性能工业材铝电机壳市场价 2025-11-24