- 品牌
- 美淼
- 型号
- 齐全
- 用途
- 蒸汽锅炉,采暖,冷却补水,工艺用水,钢铁冶炼行业,化工制药行业
- 控制器类型
- 全自动
- 加工定制
- 是
- 产地
- 昆山
- 厂家
- 昆山美淼新材料科技有限公司
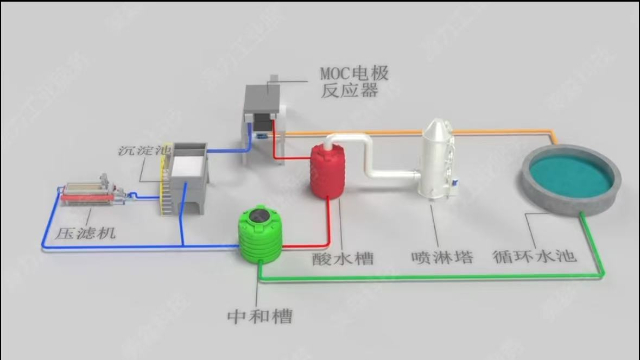
循环水中的钙镁离子易形成碳酸钙和硫酸钙垢,电化学除垢技术通过阴极反应(2H₂O + 2e⁻ → H₂↑ + 2OH⁻)提高局部pH,促使成垢离子(Ca²⁺、Mg²⁺)以疏松形式析出并随排污水排除。采用网状不锈钢阴极时,垢层主要成分为文石型CaCO₃(非粘附性),可通过自动刮垢装置清洗。关键参数包括电流密度(10-30 mA/cm²)、水温(<60℃)和停留时间(>30分钟)。某电厂循环水系统应用后,换热管结垢速率从3 mm/年降至0.5 mm/年,同时节水15%(减少排污量)。该技术的瓶颈在于高硬度水质(>500 mg/L CaCO₃)时能耗上升,需配合水质软化预处理。电化学系统年节电200万度。辽宁循坏水电极需求

金属氧化生成的腐蚀产物(如Fe₃O₄、γ-FeOOH)本身具有半导体特性,其禁带宽度影响电子转移效率。例如α-Fe₂O₃(Eg=2.2eV)比γ-Fe₂O₃(Eg=2.0eV)更稳定。这些氧化物还可能参与光电化学反应,在光照条件下产生额外光电流,导致传统电位测量出现偏差。现在研究正尝试利用这种特性开发自供能监测传感器。在拉伸应力和腐蚀介质共同作用下,电极材料会发生SCC。以奥氏体不锈钢在Cl⁻环境为例,其裂纹扩展速率可达10⁻⁶-10⁻⁵mm/s。电化学噪声检测发现,SCC过程中会出现特征性的电流/电位突跳信号,这些瞬态响应与位错滑移、膜破裂等微观事件直接相关,为早期预警提供了新思路。上海数据中心电极除硬电化学氧化降药物完全无残留。

污染土壤淋洗液常含高浓度重金属和有机污染物(如PAHs),电极氧化还原反应可以协同去除两类污染物。以Pb-芘复合污染淋洗液为例,Ti/PbO₂阳极降解芘的同时,阴极还原Pb²⁺为Pb⁰实现回收。关键参数为淋洗剂选择(柠檬酸优于EDTA,避免络合竞争)和pH控制(酸性条件利于重金属还原)。技术瓶颈在于土壤淋洗液的高颗粒物含量易堵塞电极,需前置过滤或采用旋转阴极设计。现场试验显示,处理成本比焚烧法降低50%以上,且无二次污染风险。
电镀法也是制备钛电极的重要手段。在电镀过程中,将钛基体作为阴极,浸入含有活性金属离子的电镀液中,通过施加合适的电流密度,使活性金属离子在钛基体表面还原沉积,形成活性涂层。例如,在制备钛基贵金属电极时,可以采用电镀法将金、铂等贵金属沉积在钛基体表面。电镀法能够精确控制涂层的厚度和成分,制备出具有均匀涂层的钛电极。同时,通过调整电镀液的配方和电镀工艺参数,还可以制备出具有特殊结构和性能的涂层,满足不同的应用需求 。电化学方法处理不改变水体pH值。

在氯碱工业中,钛电极的应用具有性意义。传统的石墨电极在电解过程中存在寿命短、能耗高、产品质量不稳定等问题,而钛基二氧化钌电极的出现改变了这一现状。在电解饱和食盐水生产氯气、氢气和氢氧化钠的过程中,钛基二氧化钌阳极对析氯反应具有优异的电催化活性和选择性,能够在较低的槽电压下高效地将氯离子氧化为氯气,降低了电能消耗。同时,钛电极的长寿命减少了电极更换频率,提高了生产的连续性和稳定性,降低了生产成本。如今,钛电极已成为氯碱工业电解槽的主流电极材料,推动了整个行业的技术进步和产业升级。太阳能驱动电解系统藻类控制率95%。新疆海水淡化电极除硬系统
智能电极自动报警故障。辽宁循坏水电极需求
氰的反应物是电镀、冶金废水的典型毒性成分,电氧化技术能将其高效转化为低毒产物。在碱性条件下(pH>10),氰根(CN⁻)在阳极被直接氧化为氰酸根(OCN⁻),进一步水解为CO₂和NH₃。采用Ti/RuO₂-IrO₂电极时,CN⁻去除率可达99.9%,且电流效率高达70%。若废水中含重金属(如Cu²⁺),电氧化还可同步破络合并沉淀金属离子。该技术的重要参数是pH控制(防止HCN挥发)和氯离子浓度(NaCl作为电解质时可生成活性氯强化氧化),实际应用中需避免中间产物(如CNCl)的生成风险。辽宁循坏水电极需求
- 北京循坏水电极需求 2026-02-12
- 吉林海水淡化电极需求 2026-02-12
- 山西吸收塔电极设备 2026-02-12
- 湖北工业电极需求 2026-02-12
- 河北源力循坏水电极设备 2026-02-12
- 吉林工业电极除硬系统 2026-02-11