- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
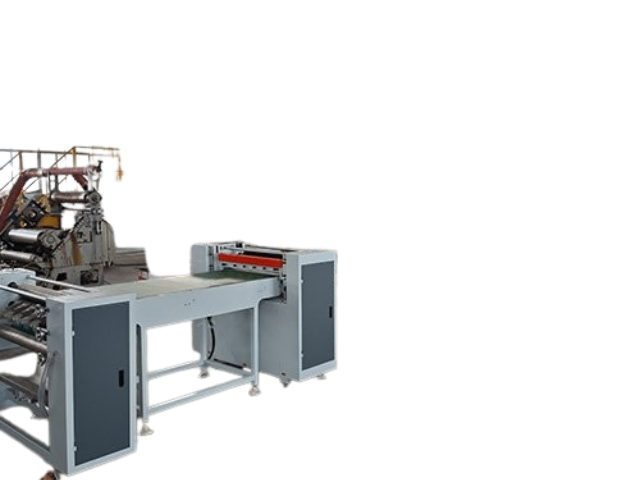
生产效率的提升是企业降低成本、提升竞争力的关键。现代玻璃纤维瓦楞机通过工艺优化和设备集成,实现了生产效率的大幅提升。在成型工艺上,快速固化技术的应用使胶水固化时间从传统的数十秒缩短至3秒,明显提升了生产线速度。不同机型的生产速度差异较大,普通建筑用瓦楞板生产线速度可达10-15m/min,精密环保模块生产线为保证成型质量,速度通常控制在3-5m/min。在设备集成方面,全自动生产线实现了从原材料输送到成品收集的全流程连续作业,替代了传统的分段式生产,减少了中间环节的等待时间,生产效率提升50%以上。此外,模块化设计理念的应用使设备的维护和调试时间大幅缩短,进一步提升了设备的有效作业率。单面瓦楞机生产的纸板厚度范围通常在2-10mm之间,可定制特殊规格。江阴全自动单面瓦楞机操作流程
单面瓦楞机
随着科技的飞速发展,现代玻璃纤维瓦楞机普遍采用先进的PLC控制系统,它宛如设备的智能“指挥官”,对整个生产过程进行全方面、精细的控制和管理。PLC控制系统具有自动化程度高、操作简便、功能强大以及故障报警及时等诸多优点。通过预先编写的程序,它能够实时监测瓦楞机的运行状态,包括各个部件的转速、温度、压力等参数,并根据生产需求对这些参数进行自动调整和优化。操作人员只需在操作界面上输入相关的生产参数和指令,PLC控制系统就能迅速做出响应,精确控制设备的运行,实现生产过程的自动化和智能化。玻璃纤维模块单面瓦楞机工艺未来,玻璃纤维瓦楞模块将成为脱硫脱硝系统的重要发展方向。

固化单元:固化是确保瓦楞制品成型后性能稳定的关键工序,其重心任务是通过加热等方式使树脂胶料充分固化,形成牢固的复合结构。固化单元的加热方式主要包括蒸汽加热、电加热等,设备采用分区温度控制技术,可根据不同区域的工艺需求精细调节温度,确保固化温度稳定在设定值±3℃范围内。对于快速固化树脂体系,设备还可配备快速干燥通道,使胶水固化时间缩短至3秒,大幅提升生产效率。此外,固化单元的设计需充分考虑能耗优化,部分节能型设备通过余热回收技术,可降低能耗20-30%。
纸箱包装行业
单面瓦楞纸板是三层、五层或七层瓦楞纸板的基础组件,广泛应用于食品、医药、电子等领域的包装箱生产。其抗压强度和缓冲性能可通过调整楞型和层数优化,满足不同重量产品的运输需求。小规格纸箱生产对于经济欠发达地区或小批量订单,单面瓦楞机可作为设备使用,降低投资成本(约为瓦楞生产线的1/3)。通过与胶水机或贴面机配合,可生产三层以上的瓦楞纸板,灵活适应市场变化。
质量与效率平衡质量优势:上下瓦楞辊平行度误差≤0.05mm,确保楞形完整;压力辊采用耐高温润滑脂,避免粘合剂残留导致的纸板变形。
效率提升:设计速度可达210m/min,有效幅宽覆盖1200-2800mm,单台设备日产能是传统设备的2-3倍。 轻量化设计使单面瓦楞机更易安装调试,同时降低运输成本。

转轮除湿机通过连续循环的吸附-再生过程实现空气除湿。其重心部件——除湿转轮以缓慢速度旋转(通常为8-10转/小时),并被密封系统划分为处理区域和再生区域。当潮湿空气通过处理区域时,水蒸气被转轮中的吸湿剂吸附,干燥后的空气被输送至目标空间。与此同时,转轮饱和部分旋转至再生区域,经高温空气(通常为100-140℃)处理,吸附的水分被脱附,恢复转轮的除湿能力。这一过程的重心在于吸湿材料的选择与载体结构的设计。高效的除湿转轮需要在吸附容量、再生效率和使用寿命之间取得比较好平衡。通过调整瓦楞辊间隙,可生产A、B、C、E等不同楞型的瓦楞纸板,满足多样化包装需求。玻璃纤维模块单面瓦楞机工艺
该模块具有优异的透气性,确保废气处理的流畅。江阴全自动单面瓦楞机操作流程
转轮持续旋转产生的离心力和气流冲击要求材料具有足够的机械强度,避免变形或损坏。吸附性能:载体需要为吸湿剂提供巨大的比表面积,确保空气与吸附剂充分接触。优化的气流通道设计能够减少气流阻力,提高传质效率,这是实现高效除湿的关键因素。热稳定性:由于再生区温度高达100-200℃,载体材料必须具有出色的耐高温性能,不会因热冲击而退化。这对于保证转轮长期稳定运行至关重要。使用寿命:工业除湿设备通常需要连续运行数年,载体材料应能保持长期稳定性,不易老化或性能衰减。江阴全自动单面瓦楞机操作流程
- 脱硝催化单面瓦楞机设备 2026-03-23
- 江苏VOCs催化燃烧单面瓦楞机生产工艺 2026-03-23
- 江阴有机废气处理单面瓦楞机厂家 2026-03-23
- 无锡贵金属催化单面瓦楞机工艺 2026-03-22
- 江阴有机废气处理单面瓦楞机生产厂家 2026-03-22
- 无锡催化燃烧单面瓦楞机设备 2026-03-22
- 江阴贵金属催化单面瓦楞机设备 2026-03-22
- 无锡分子筛单面瓦楞机哪家好 2026-03-22
- 三元催化单面瓦楞机 2026-03-22
- 江阴脱硫脱硝单面瓦楞机视频 2026-03-22
- 江阴沸石转轮单面瓦楞机生产厂家 2026-03-22
- 江阴分子筛单面瓦楞机视频 2026-03-22