热镀锌层形成过程热镀锌层形成过程是铁基体与比较外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。其含铁量不大于0.003%。好质量,总会遇到有眼光的人!佛山镀锌型材专卖

深圳市泓地钢材批发。顾客至上诚信为本双赢发展我公司主要以经营各种钢材型材为主,长年提供各种材质、规格的方通、扁通、H钢、工字钢、热扎板、花纹板、槽钢、角铁、彩瓦、C型钢、冷板、镀锌板、圆钢、扁铁、方钢、镀锌管、焊管、无缝管、镀锌方通、镀锌角铁、镀锌工字钢、镀锌槽钢、线材6~10厘、螺纹钢6-32厘、楼层瓦、等各种镀锌型材。同时,我公司还可以帮客户加工定制,如钢筋加工、钢板等离子剪折加Ho我公司本着:“信誉为上,诚信为本、合作共赢”的经营理念真诚地服务于广大客户。可为用户定制幕墙配件,时间快,质量好,价格低。欢迎广大客户来电、来图、或来人与我单位联系。佛山镀锌型材专卖自古以来一分钱一分货,价格与品质永远成正比,这是铁的定律!
热镀锌要控制好锌液温度、浸镀时间及工件从锌液中引出的速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。有些工厂对大工件及铸铁件采用较高温度,但要避开铁损高峰的温度范围。但我们建议在锌液中添加有除铁功能和降低共晶温度的合金并且把镀锌温度降低至435-445℃。
对于表面处理质量的另一个指标--粗糙度,不同冷镀锌材料对粗糙度的要求不同。在锌加(Zinga)的施工说明中,要求平均粗糙度Ra=12.5,即粗糙度Rz=55~75微米。在"强力锌"及"罗巴鲁"施工说明书中,对粗糙度的要求略低,Rz=40~60微米。如果冷镀锌单独成膜,作为防腐涂层时,表面粗糙度可控制得略小一点,以保证冷镀锌的涂层厚度;而当冷镀锌作为重防腐涂料的底层,总配套涂层厚度大于180微米时,为保证整个涂层的附着力,钢材表面粗糙度Rz应大于60微米。您若相信我们合作共赢,您若需要我正专业。

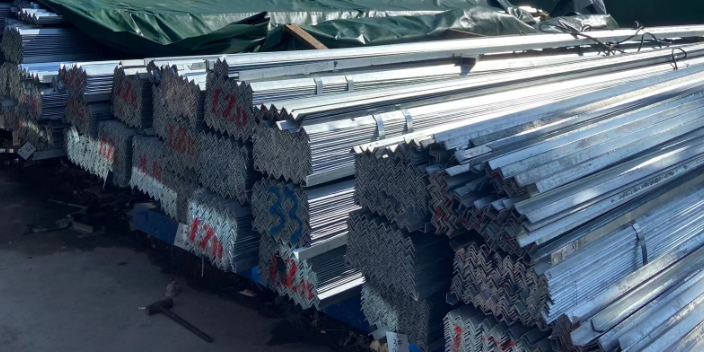
折叠热镀锌角钢热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中。流程:热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→挂镀→冷却→钝化→清洗→打磨→热镀锌完工。热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。热镀锌角钢的原材料为角钢,所以分类于角钢相同。我负责坦诚相待,您负责拭目以待!中山镀锌型材价格网
一见钟情是颜值,日久生情是品质!佛山镀锌型材专卖
钢材力学性能是保证钢材较终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。
试样在拉伸过程中,在拉断时所承受的比较大力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的比较大能力。计算公式为:式中:Fb--试样拉断时所承受的比较大力,N(牛顿);So--试样原始横截面积,mm2。折叠 佛山镀锌型材专卖




