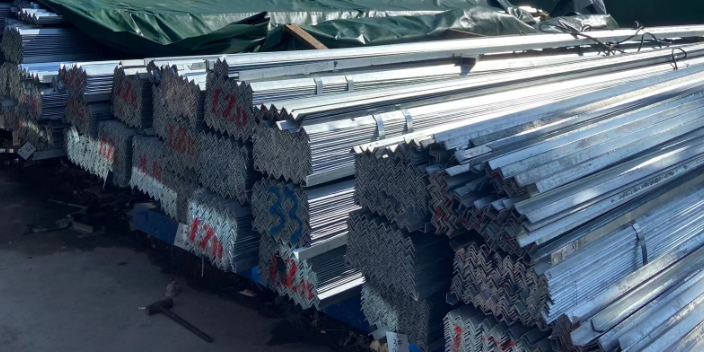
角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有明显的扭转。镀锌角钢泛运用与电力铁塔、通信铁塔、幕墙材料、货架搭建、铁路、公路防护、路灯杆、船用构件、建筑钢结构构件、变电站附属设施、轻工业等
................................................................ 物美价廉只是一种营销手段,买萝卜的价格永远买不了人参!加工镀锌型材平台

惠林法热该连续镀锌生产线包括碱液脱脂、盐酸酸洗、水冲洗、涂溶剂、烘干等一系列前处理工序,而且原板进入镀锌线镀锌前还需要进行罩式炉退火。这种方法生产工艺复杂,生产成本高,更为主要的是此方法生产的产品常常带有溶剂缺陷,影响镀层的耐蚀性。并且锌锅中的AL常常和钢材表面的溶剂发生作用生成三氯化铝而耗掉,镀层的粘附性变坏。因而此方法虽然已问世近三十年,但在世界热镀锌行业中并未得到发展。
...................................... 加工镀锌型材平台售前到售后,前端到后端,一条龙服务不掉线!
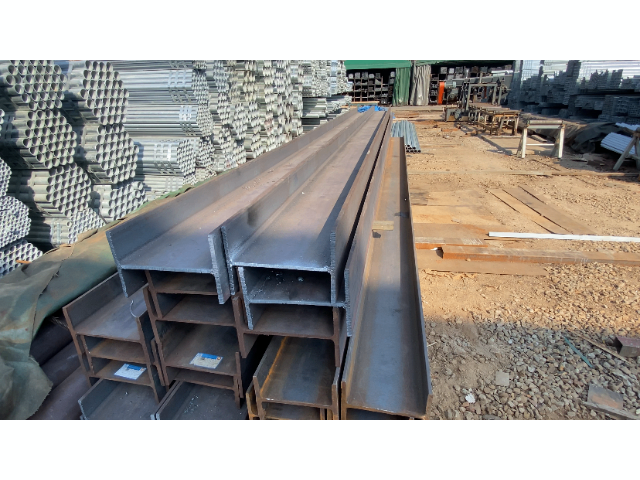
热镀锌层形成过程热镀锌层形成过程是铁基体与比较外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。其含铁量不大于0.003%。
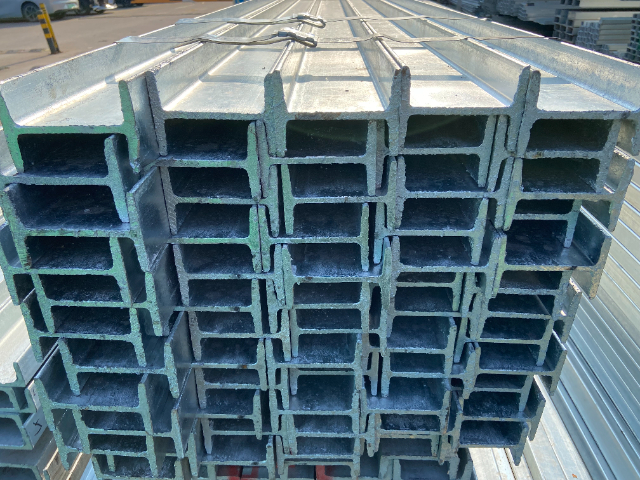
热镀锌槽钢,按镀锌工艺的不同可以分为热浸锌槽钢和热吹镀锌槽钢,是将除锈后的钢件浸入440~460℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。现在槽钢的表面镀锌主要采用的方法是热镀锌。热镀锌是由较古老的热镀方法发展而来,自从1836年法国把热镀锌应用于工业以来,已经有170年的历史了。然而近30年来,伴随冷轧带钢的飞速发展,热镀锌工业得到了热镀锌槽钢大规模发展。在各种保护钢基体的涂镀方法中,热浸锌是非常优良的一种。它是在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在钢铁上不仅镀上较厚的纯锌层,而且还生成一种锌铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层。还具有电镀锌所无法相比拟的强耐蚀性。因此这种镀法特别适用于各种强酸、碱雾气等强腐蚀环境中。卖家与买家之间有两个信,你得相信,我的诚信!

整理镀后对工件整理主要是去除表面余锌及锌瘤,用采用热镀锌专门用震动器来完成。(7)钝化目的是提高工件表面抗大气腐蚀性能,减少或延长白锈出现时间,保持镀层具有良好的外观。都用铬酸盐钝化,如Na2Cr2O780~100g/L,硫酸3~4ml/L,但这种钝化液严重影响环境,比较好采用无铬钝化。(8)冷却一般用水冷,但温度不可过低也不可过高,一般不低于30℃不高于70℃,(9)检验镀层外观光亮、细致、无流挂、皱皮现象。厚度检验可采用涂层测厚仪,方法比较简便。也可通过锌附着量进行换算得到镀层厚度。结合强度可采用弯曲压力机,将样件作90~180°弯曲,应无裂纹及镀层脱落。也可用重锤敲击检验,并且分批的做盐雾试验和硫酸铜浸蚀试验。5锌灰、锌渣的形成及控制你若敢试试,我便敢为我的产品负责到底!加工镀锌型材平台
产品因为品质被爱,服务因为诚信被信赖!加工镀锌型材平台
改良森吉米它是一种更优越的热镀锌工艺方法;它把森吉米尔法中各自独自的氧化炉和还原炉由一个截面积较小的过道连接起来,这样包括预热炉、还原炉和冷却段在内的整个退火炉构成一个有机整体。实践证明,该法具有许多优点:质量、高产、低耗、安全等优点已逐渐被人们所认识。其发展速度非常快,1965年以来新建的作业线几乎全部采用了这种方法,近年来老的森吉米尔机组也大都按照此方法进行了改造。..................................加工镀锌型材平台