热镀锌要控制好锌液温度、浸镀时间及工件从锌液中引出的速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。有些工厂对大工件及铸铁件采用较高温度,但要避开铁损高峰的温度范围。但我们建议在锌液中添加有除铁功能和降低共晶温度的合金并且把镀锌温度降低至435-445℃。深圳市泓地实业钢材批发 可加工配送!佛山镀锌型材互惠互利
钢是含碳量在0.04%-2.3%之间的铁碳合金。为了保证其韧性和塑性,含碳量一般不超过1.7%。钢的主要元素除铁、碳外,还有硅、锰、硫、磷等。钢的分类方法多种多样,其主要方法有如下七种:1、按品质分类(1)普通钢(P≤0.045%,S≤0.050%)(2)质量钢(P、S均≤0.035%)(3)高级质量钢(P≤0.035%,S≤0.030%)
按化学成份分类
(1)碳素钢:低碳钢(C≤0.25%);中碳钢(C≤0.25-0.60%);高碳钢(C≤0.60%)。(2)合金钢:低合金钢(合金元素总含量≤5%);中合金钢(合金元素总含量>5-10%);高合金钢(合金元素总含量>10%)。3、按成形方法分类:(1)锻钢镀锌扁铁(2)铸钢(3)热轧钢 佛山镀锌型材互惠互利深圳市泓地实业 一站式的钢材店!

对于表面处理质量的另一个指标--粗糙度,不同冷镀锌材料对粗糙度的要求不同。在锌加(Zinga)的施工说明中,要求平均粗糙度Ra=12.5,即粗糙度Rz=55~75微米。在"强力锌"及"罗巴鲁"施工说明书中,对粗糙度的要求略低,Rz=40~60微米。如果冷镀锌单独成膜,作为防腐涂层时,表面粗糙度可控制得略小一点,以保证冷镀锌的涂层厚度;而当冷镀锌作为重防腐涂料的底层,总配套涂层厚度大于180微米时,为保证整个涂层的附着力,钢材表面粗糙度Rz应大于60微米。
镀锌无缝管分冷镀无缝管、热镀无缝管,前者已被禁用,后者还被国家提倡暂时能用。
折叠热镀无缝管热镀无缝管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
折叠冷镀无缝管冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。今后不准用冷镀锌管作水、煤气管。 细水长流,品质为王!

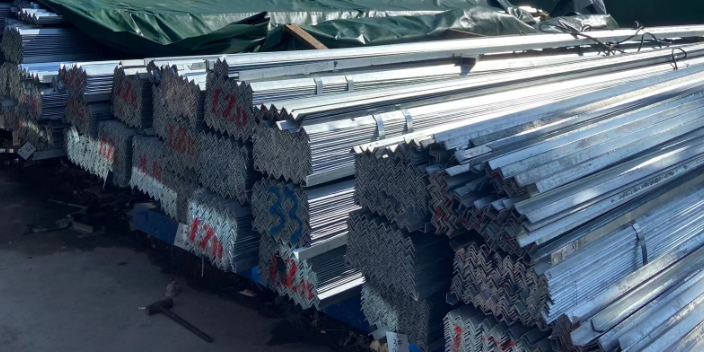
折叠热镀锌角钢热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中。流程:热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→挂镀→冷却→钝化→清洗→打磨→热镀锌完工。热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。热镀锌角钢的原材料为角钢,所以分类于角钢相同。诚信经营,不辜负每一份信任!佛山镀锌型材互惠互利
做生意考的不是花言巧语,而是诚信!佛山镀锌型材互惠互利
.坚实性所谓坚实性就是镀锌层与钢铁密合性,主要要求镀锌构件在整理、运搬、保管及使用中具有不得剥离的性质,一般检验法有锤打法、挤曲法、卷附法等。锤打法是以锤打击试片,检查镀层皮膜表面的状态。把试片固定,免得因锤支持台等高且水平,锤以支持台为中心,使柄重垂直位置自然落下,以4mm间隔平行打击5点,观察皮膜是否剥离以为判断。但是,距离角或端10mm以内,不得作此试验,同一处不可打击2次以上等。此法比较普遍,适用于锌、铝等皮膜坚实测试。其它如挤曲法、卷附法一般很少用,故暂且不提。一般人常有一种错误观念,往往为了方便量测坚实性,拿两个镀锌钢材,以边角互相敲击,观察边角剥落情形以为判断。若边角处刚好有几处较厚的锌粒。在作业中没处理好,则一用力敲击,厚的锌粒一定会剥落。故此法不能用来判定正常镀锌皮膜与铁基的密合性。附着量、均一性及坚实性,即为一般规格定义热浸镀锌质量检验的项目。亦是一般正式检验报告的标准折叠佛山镀锌型材互惠互利






