1名称:冷打线规格:302HQ;304HC;316C;305J1;410;420;430用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等产品特征:1、良好的成型性;2、低加工应力;3、优良的表面品质;4、加工硬化性佳、低模具损耗率;5、冷锻后较低的磁性。产品用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等2名称:网线规格:304;316;310S;314;321;420用途:我公司生产的网线较用于编织普通网,筛网及耐热输送网,较应用于石油、化工、食品加工、粉末冶金等诸多行业。产品特征:1、光亮的表面;2、均一的柔软性、均匀的硬度;3、高抗腐蚀性。3名称:再伸线规格:304S;304M;304L;316;316L用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。产品特征:1.具有优异的伸线性及表面品质;2.延伸性能良好。产品用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。4名称:弹簧线名称:弹簧线规格:302,304,316。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材.销售焊接冲压铸造弯头加工质量推荐
弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。销售焊接冲压铸造弯头加工质量推荐休闲茶几 上海弯管厂上海拉弯厂.

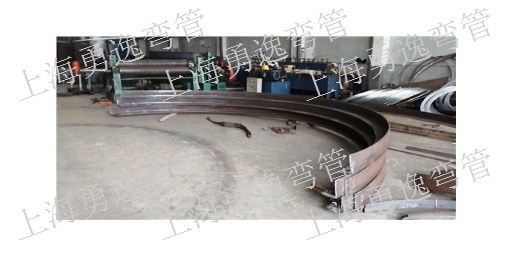
中频弯管利用合理的弯度,加上它各式各样的形状,所以它使用范围广。加工过程中也会考虑到各种因素,其钳口的合适距离大约在多少比较合适呢?
1、钢带厚度大,钳口原始距离大;钢带宽度大,钳口原始距离也大。中频弯管加工顶锻后钳口距离,根据钢带的厚度进行选择。若加工距离太大,容易造成搭焊和扭转,距离太小会造成沿焊接断面温差大。厚度在2-4.5毫米的钢带,加工通常选择顶锻后钳口距离为12-18毫米。
2、顶锻行程也和钢带厚度有关。顶锻行程太小能使顶锻压力减小,熔渣及金属氧化物挤不出去被保留在焊口内,烧化时产生的火孔也不能完全封闭,使对焊头焊接不牢。中频弯管加工顶锻行程太大,会使顶锻压力过大,焊口热金属被全部挤出,弯管加工焊接强度降低。弯管加工钢带厚度大些,顶锻行程也大些。
3、根据钢带的断面大小来选择电压。电压过大则焊接电流过大,弯管加工焊缝容易过热过烧。电压过小则焊接电流过小,加热不足,焊接不牢。弯管加工通常,断面大的钢带,则选择大的焊接电压。
可见,中频弯管钳口的合适距离并不是固定的,具体多少合适,取决于钢带、电压等。在加工的时候也需要多加注意,控制好电压。
比较好用X线探伤后,表面磨除暴露气孔,用激光补焊。表面气孔缺点可直接用激光局部焊接修补。三、研磨与抛光1.机械研磨:钛的化学反应性高,导热系数低,粘性大,机械研磨研削比低,且易于磨料磨具发生反应,普通磨料不宜用于钛的研磨与抛光,比较好采用导热性好的超硬磨料,如金刚石、立方氮化硼等,抛光线速度一般为900~1800m/min.为宜,否则,钛表面易发生研削烧伤和微裂纹。2.超声波研磨:通过超声振动作用,使磨头和被研磨面间的磨粒与被研磨面产生相对运动而达到研磨、抛光的目的。其优点在于常规旋转工具研磨不到的沟、窝和狭窄部位变得容易了,但较大的铸件研磨效果还不能令人满意。3.电解机械复合研磨:采用导电磨具,在磨具与研磨面之间施加电解液和电压,通过机械和电化学抛光的共同作用下,降低表面粗糙度提高表面光泽度。电解液为,电压为5v,转速为3000rpm/min.,此方法只能研磨平面,对复杂的义齿支架的研磨还处于研究阶段。4.桶研磨:利用研磨桶的公转与自转所产生的离心力,使桶内的义齿与磨料相对摩擦运动而起到降低表面粗糙度的研磨目的。研磨自动化、效率高,但只能降低表面粗糙度而不能提高表面光泽度,研磨的精度较差。加工弯曲各种规格圆管、方管、扁管、椭圆管.
在我们的生活中,各类弯管产品层出不穷,同时关于弯管加工技术和水平也越来越优异,给我们的日常生活带来了非常多的便利。不过产品在加工的过程中也会出现一些小问题,比如在加工的过程中出现了微裂纹,导致成型的产品出现缺点等,影响销售。所以在进行弯管加工的过程中,不仅要采用优异的技术工艺进行处理,同时还需要采取适当的措施加以控制。比如在产品加工的过程中,如果温度超过一定范围的话,那么产品的表面会出现一定程度的变形,这样产品的表面会出现很多的细裂纹。因而在加工过程中需要合理控制其的温度情况。弯管的微裂纹一方面是由于温度不合理,另一方面的原因是所用材质质量不过关。因而在弯管加工期间可能会出现因高速变形会导致加工的设备出现损坏的情况。事实上,这些裂纹的出现需要一定的条件。汽车排气管、进出气管、水管、油管等管路,钢家具健身器材。销售焊接冲压铸造弯头加工质量推荐
泵车等工程机械设备管路配件,专业机械公司零部件供应商。销售焊接冲压铸造弯头加工质量推荐
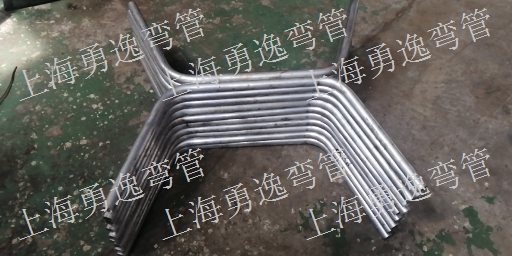
弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,*适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。销售焊接冲压铸造弯头加工质量推荐