- 品牌
- 诚之旺
- 型号
- 0.01-8.0
- 尺寸
- 0.08-0.9
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 材质
- 304
- 配送方式
- 物流专车
在化工与能源领域,不锈钢钢带是抗腐蚀与耐高温的中流砥柱。化工生产中,各类腐蚀性介质对设备材料提出了严苛要求,不锈钢钢带凭借出色的耐酸碱、耐高温性能,成为化工管道、压力容器、换热器的重心材料。在石油化工装置中,不锈钢钢带制成的换热器管束,能在高温高压的腐蚀性环境中稳定运行,有效提升传热效率,降低设备维护成本;在新能源领域,锂电池生产线的涂布机、辊压机等重心设备,均采用不锈钢钢带作为关键部件,其高精度、高稳定性的特点,确保了锂电池极片的均匀涂布和精细辊压,为新能源电池的规模化生产提供了保障。不锈钢钢带的弹性模量适中,在弹簧制造领域展现出优异的疲劳寿命。山西航空材料不锈钢钢带制造

不锈钢钢带作为现代工业的重心基础材料,以其***的性能、广泛的应用和持续的创新,支撑着工业文明的不断进步。从民生保障到**制造,从传统产业到新兴产业,它始终以坚韧的姿态,承载着产业发展的重量,见证着时代的变迁。站在新的发展起点,不锈钢钢带产业既承载着新兴产业崛起的历史机遇,也面临着技术突破、绿色转型的时代挑战。未来,随着技术创新的持续推进、产业链的不断优化、绿色转型的深入实施,不锈钢钢带产业必将突破发展瓶颈,实现**化、智能化、绿色化的跨越发展。它将继续以坚韧的脊梁,支撑起**制造的崛起,赋能新兴产业的发展,为构建现代化产业体系、推动经济高质量发展注入源源不断的动力,在新时代的工业征程中,书写更加辉煌的篇章。山西汽车部件不锈钢钢带硬度201不锈钢钢带价格较低,适用于对耐腐蚀要求不高的一般装饰用途。

新能源汽车行业的快速发展为不锈钢钢带带来了巨大的市场需求,主要应用于电池系统、电机系统、车身结构等重心部位。在动力电池领域,不锈钢钢带用于制作电池极耳、电池外壳、防爆阀等关键部件:电池极耳采用0.01-0.05mm厚的304或316L钢带,其良好的导电性和耐腐蚀性确保了电池的充放电效率和安全性;动力电池外壳采用1.0-2.0mm厚的304冷轧钢带,经过深冲成型工艺制成,具有强高度和良好的密封性能,可防止电池电解液泄漏。在电机系统中,马氏体不锈钢钢带(如410)用于制作电机铁芯,其较高的磁导率和强度能够提升电机效率;车身结构中则采用强高度不锈钢钢带(如201、304)制作防撞梁、车门框架等部件,减轻车身重量的同时提高安全性。据统计,一辆新能源汽车的不锈钢钢带用量可达5-10kg,远高于传统燃油汽车,随着新能源汽车渗透率的提升,钢带需求将持续增长。
在现代工业的精密制造体系中,不锈钢钢带以其轻薄坚韧、尺寸精细、性能稳定的独特优势,成为贯穿电子信息、汽车制造、医疗器械、食品包装等众多**领域的关键基础材料。从智能手机的微型弹片,到新能源汽车的电池极耳,再到医用注射器的针管基材,不锈钢钢带的身影隐匿于无数精密构件之中,如同“工业筋骨”般支撑着产品的重心功能。与传统不锈钢板材相比,不锈钢钢带更强调连续化生产的稳定性、极薄规格的加工精度以及特定场景的定制化性能,其技术水平直接反映一个国家精密制造产业的发展高度。无磁不锈钢钢带因低磁性干扰,被应用于医疗设备和实验室仪器的重心部件。

不锈钢钢带是将不锈钢坯料经过多道精密轧制工序加工而成的带状金属材料,其重心价值源于不锈钢本身独特的合金成分与科学的加工工艺。从形态上看,它以连续的带状形态存在,厚度通常在0.02-4.0mm之间,宽度可根据应用场景灵活定制,既具备金属材料的刚性,又拥有带状结构的延展性,完美适配连续化、规模化的工业生产需求。不锈钢钢带的性能优势,根植于其科学的合金配方。铬元素的加入是不锈钢具备耐腐蚀性的关键,当铬含量达到10.5%以上时,钢材表面会形成一层致密的氧化铬保护膜,这层膜如同天然屏障,能有效隔绝空气、水分及各类腐蚀性介质,即便在潮湿、酸碱等恶劣环境中,也能抵御锈蚀,大幅延长使用寿命。宽幅不锈钢钢带连续生产线实现规模化供应,满足大型储罐和管道工程需求。山西航空材料不锈钢钢带制造
不锈钢钢带具有优良的耐腐蚀性能,能在潮湿和酸碱环境中长期使用。山西航空材料不锈钢钢带制造
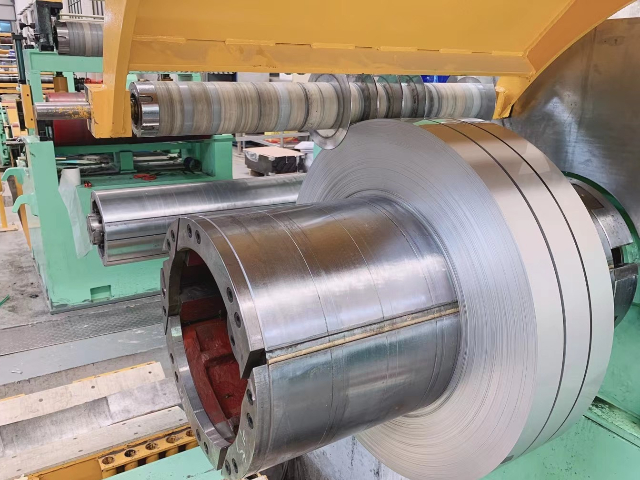
冷轧之前的预处理环节意义重大,它直接关系到能否顺利开展冷轧作业以及较终产品的品质水准。首要任务是对热轧卷进行全方面彻底的酸洗除鳞,彻底清理表面的氧化铁皮层,露出洁净鲜活的金属基体表面,否则坚硬锐利的氧化皮颗粒会在轧制过程中划伤轧辊进而污染带材表面甚至引发断带事故;其次是涂油润滑处理,在其表面均匀涂抹一层薄薄的油性介质,起到降低摩擦系数减少磨损消耗的作用;另外还需要精心调试开卷机张力控制系统参数,确保平稳开卷避免折痕产生;***是对来料进行严格检查验收,剔除存在明显质量问题的部分,防止流入下一工序造成更大损失。山西航空材料不锈钢钢带制造
热轧工序是将钢水转化为钢带坯料的关键环节,主要用于生产热轧钢带或为冷轧提供原料。冶炼合格的钢水经连铸机铸成厚度150-250mm的板坯,板坯首先进入加热炉加热至1150-1250℃(奥氏体不锈钢的再结晶温度区间),使晶粒均匀细化,提高塑性。加热后的板坯送入热轧机进行多道次轧制,通过控制轧制温度(终轧温度≥950℃)、轧制速度和压下量,将板坯轧制成厚度1.2-3mm、宽度1000-2000mm的热轧钢带。轧制完成后,钢带经层流冷却系统快速冷却至室温,以控制组织性能,随后进行卷取、矫直、切边等处理。热轧钢带的表面需经过酸洗处理,去除轧制过程中形成的氧化皮,为后续冷轧工序做准备。对于直接应用的热轧钢...
- 河北进口不锈钢钢带厂家 2026-05-26
- 北京不锈钢双相钢不锈钢钢带报价起浮 2026-05-25
- 内蒙古国产不锈钢钢带装饰效果 2026-05-25
- 浙江不锈钢钢带使用年限 2026-05-24
- 山西航空材料不锈钢钢带装饰效果 2026-05-24
- 内蒙古汽车部件不锈钢钢带防腐蚀性能 2026-05-24
- 山西航空材料不锈钢钢带制造 2026-05-24
- 北京汽车部件不锈钢钢带价格 2026-05-24
- 内蒙古市政工程不锈钢钢带种类使用 2026-05-23
- 汽车部件不锈钢钢带网站 2026-05-23


- 河北蒸发器设备不锈钢钢带什么地方种类齐全 2026-05-21
- 天津建筑工程不锈钢钢带防锈 2026-05-21
- 北京高温材料不锈钢钢带厂家 2026-05-21
- 北京航空材料不锈钢钢带硬度 2026-05-21
- 内蒙古环保设备不锈钢钢带行情 2026-05-21
- 广东不锈钢钢带行情 2026-05-21





- 高温材料不锈钢工业板防腐蚀性能 05-26
- 内蒙古汽车部件不锈钢工业板种类使用 05-26
- 不锈钢双相钢不锈钢工业板价格 05-26
- 湖南防腐蚀材料不锈钢工业板市场利润 05-26
- 天津汽车部件不锈钢工业板厂家 05-26
- 北京特殊钢不锈钢工业板软件APP 05-26
- 北京蒸发器设备不锈钢钢带防腐蚀性能 05-26
- 天津市政工程不锈钢无缝管使用年限 05-26
- 北京化工设备不锈钢工业板硬度 05-26
- 内蒙古市政工程不锈钢工业板 05-26