南京创远数控旋风铣精度要点。旋风铣削技术是一种绿色螺纹加工方法,是一种断续高效率切削,具备更环保的优势,要让更高的数控旋风铣床产品来带领行业发展进步,使它成为现代制造业中的一种先进的螺纹加工技术,为制造业发展做出更多贡献;要知道如何提高数控旋风铣床的加工精度的前提下,我们首先要了解的是采用普通的旋风铣床和数控旋风铣床的区别,数控旋风铣床不仅具有普通旋风铣床的功能,而且对产品的加工质量和产品的一致性都有更高的要求。苏州旋风铣购买认准南京创远旋铣装备制造有限公司。南京摆动油缸旋风铣规格
CYHW数控环面蜗杆高速铣床是针对环面蜗杆加工而开发的专门的高效数控机床,机床采用外包络旋风铣削技术结合数控回转驱动技术,利用CNC控制可6轴3联动完成环面蜗杆的蜗杆部分的高效成型加工,比传统的宏程序数控车削点位加工效率提高5-10倍,并可完成齿顶修形及齿部倒坡等全部工艺要求,精度等级提高2级。机床CNC轴联动设置:(6轴3联动)夹持工件回转伺服C轴、数控伺服回转台A轴、伺服横向进给X轴;机床通过伺服Y轴(可以手动)调整蜗杆涡轮副的中心距,伺服Z轴调整蜗杆纵向大拖板工件对中(可手动),刀轴B轴可面板程式控制无极调速。通过C/A/X轴联动,围绕环面蜗杆基圆的圆心成型高效旋风铣削。铣刀轴可偏转螺旋升角。广东丝杠旋风铣产品介绍不锈钢计量螺杆高效旋风铣技术。

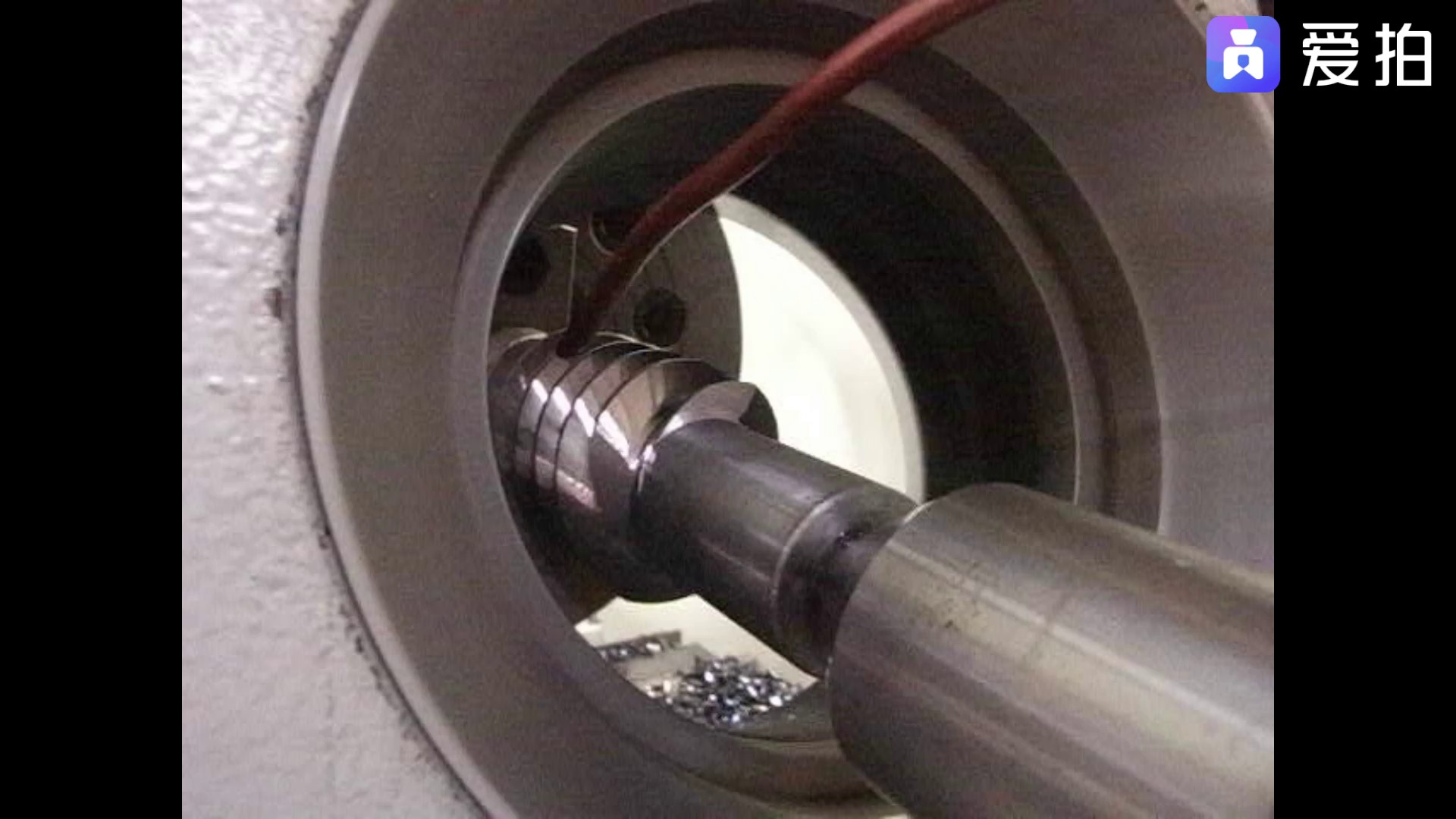
一般小导程滚珠丝杠都采用单线,中,大或超大导程采用两线或多线。丝杠的高效加工方法——旋风铣削丝杠。丝杠的高效加工旋风铣是安装在车床上与车床配套的高速铣削螺纹装置,将旋风铣安装在车床中拖板上车床夹持丝杠完成低速进给运动,旋风铣带动外旋刀盘硬质合金刀具高速旋转,完成切削运动。从丝杠上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min)加工效率很快,并采用压缩空气进行排屑冷却,加工的过程中切屑飞溅如旋风而得名-丝杠旋风铣。
旋风铣加工高精度包装机计量螺杆失重称喂料螺杆在包装机械领域的应用计量螺杆包装机械的应用非常广。如粉剂包装机、颗粒包装机、失重称喂料机都采用了螺旋下料,精确计量包装。其螺杆形式也不尽相同。传统计量螺杆制作方法采用螺旋片焊接工艺,随着对计量精度的要求,目前南京创远采用CNC旋风铣、CNC螺杆铣整体棒料铣削,可完成难加工材料316不锈钢等高精度的变距、变径计量螺杆的加工。粉剂包装机螺杆适用于化工、食品、农副产品等行业的粉状、粉末、粉体状物料的定量包装;如:奶粉、淀粉、农药、兽药、预混料、添加剂、调味品、饲料、酶制剂等;颗粒包装机螺杆适用于橡胶颗粒、塑胶颗粒、肥料颗粒、饲料颗粒、化工颗粒、粮食颗粒、建材颗粒、金属颗粒封颗粒物料的定量包装。失重秤喂料螺杆是一种利用单位时间内物料减少速率来核算物料流量的定量给料设备,采用静态称量,动态控制的方法,是一种高精度的计量给料控制系统。旋风铣一般有什么用?

CYW系列外旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用同步带传动平稳,消除三角带打滑崩刀现象;铣头螺旋升角调节采用涡轮蜗杆副精密调整机构;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头刀轴可调90°可高效加工左右旋大导程、大直径螺纹以及花键轴;CYN系列内旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用内置同步带轮,传动平稳,消除皮带外置及三角带打滑崩刀现象;铣头传动端盖采用迷宫式压紧机构,密封更好;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头电机后置,主轴喇叭口设计,结构紧凑,加工螺纹范围更广;旋风铣的切削形式分为: 1, 内切式 2, 外切式。常州旋风铣产品介绍
旋风铣刀盘带动硬质合金成型刀高速旋转(主运动)。南京摆动油缸旋风铣规格
旋风铣焊接刀裂纹形成的机理及类型:加热对硬质合金形成裂纹的影响。硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。因此焊接温度控制在约大于焊料溶点30~50℃。选用的焊料其熔点应低于刀杆熔点60℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大的(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。所以要求预热时先对刀杆预热,若刀片与刀杆一起加热应前后左右往返移动火焰进行加热,这样可避免热量集中造成局部过热而产生裂纹。南京摆动油缸旋风铣规格
南京创远旋铣装备制造有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同南京创远旋铣装备供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!