包括环境温度和任何外部加热或冷却源。外壳内部温度:当设备在额定条件下工作时,达到终端外壳内的极高空气温度,包括环境温度和任何外部加热或冷却源。认证要求其次,我们需要了解适用代码的要求,这些要求通常由安装所在国决定。北美法规(nec第500条和csa)不同于欧洲法规(en60079-0)以及国际法规(iec60079-0)。然而,这些标准中的每一项都规定,在确定极高表面温度时,必须包括外部加热来源的影响。对于电气过程加热器组件,这意味着需要考虑端子外壳内部产生的热量以及法兰和其他外露表面的温度。在评估极大表面温度时,必须考虑整个区域的温度影响。下文第5条参考:程序1,在计算一个初步的t-code的第一步是确定极大表面温度和内部外壳的空气温度,根据加热器的设计操作在极苛刻的条件下,同时保持在设计的规格。这些条件包括:极大工艺温度影响、全功率/安培操作、安装位置的极高环境温度和适用的太阳负荷。正如watlow工程师所证明的那样,内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。。SCD绳式远红外电加热器。中国澳门加工LCD履带式电加热器焊前预热焊后热处理客服电话
寒冷的冬季已经来临,对焊接预热问题提出更高要求。预热温度通常在焊接前进行测量,而焊接过程中保持这一最低温度往往被忽视。冬季,焊缝接头冷却速度快,如果忽视焊接过程中最低温度的控制,将会对焊接质量带来严重的质量隐患。冬季焊接缺陷中极多也是危害性极大的就是冷裂纹。冷裂纹形成的三个主要因素为:淬硬材料(母材),氢,拘束度。对于常规结构钢,造成材料淬硬的原因是冷却速度过快,所以提高预热温度并且保持这一温度能够很好的解决这一问题。一般冬季施工,预热温度要比常规温度高20℃-50℃,特别要注意厚板的定位焊的预热要比正式焊缝还要略高,对于电渣焊,埋弧焊等热输入量较高的焊接方法可以与常规的预热温度一样。对于长构件(一般大于10m),焊接过程中不建议撤离加热设备(加热管或者电加热片),防止“一头热,一头冷”的情况出现。对于室外作业的情况,焊接完成后要对焊缝区域进行保温缓冷措施。焊接预热管(适用于长构件)冬季建议使用低氢焊材,根据AWS,EN等标准,使用低氢焊材的预热温度可比一般焊材低。注意焊接顺序制定,合理的焊接顺序可以很大降低焊接拘束度,同时作为焊接工程也有责任和义务审核图纸中可能造成大拘束度的焊接接头。中国澳门加工LCD履带式电加热器焊前预热焊后热处理客服电话LCD型履带式电加热器。

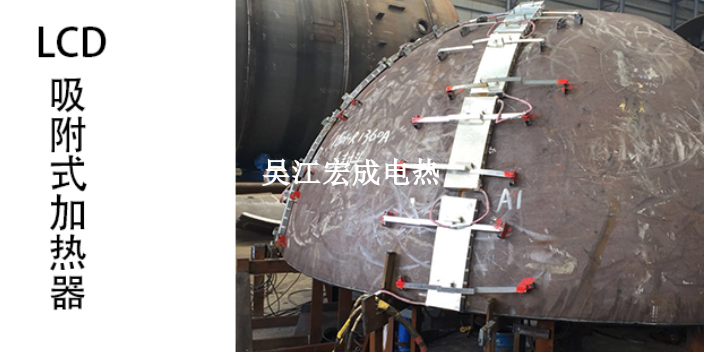
连接导线应采用多股铜芯线,连接接头用500A铜脚头,并用液压钳压紧。框架加热器主要应用布置于球罐、卧罐等大型压力容器的内部,对工件进行整体热处理,也可用于各种电加热炉内作为优良高效发热源。外壳材料:304不锈钢外型尺寸:1000mm*450mm*80mm工作电压:220V额定功率:10kw极限工作温度:1000℃产品规格和主要技术指标产品型号额定电压(V)额定功率(KW)极限工作温度(℃)发热面尺寸(mm)LCD-220-660×330LCD-220-1320×165LCD-220-02640×LCD-220-430×520LCD-220-860×260LCD-220-1720×130LCD-110-30×165LCD-110-260×LCD-110-15×330LCD-110-30×250LCD-55-×LCD-55-×165SCD-SCD-SCD-271050图片展示:履带式加热器工装加热片直角式加热器履带式加热器绳状式加热器对开式电加热器履带式加热片箱式加热器低电压加热器框架式整体热处理加热器远红外陶瓷加热器履带式陶瓷加热器埋入式陶瓷加热器陶瓷加热器有二大类:一类是陶瓷片,制造方式:用不锈钢皮做外壳,内有较高绝缘耐火程度的陶瓷内穿上电阻丝,再用机械绞制成型,接通电源,即可使用。另一类是埋入式,制造方式:采用具有辐射的釉层,热性能良好的陶瓷作为基体,高质量的镍铬合金丝一次性烧制而成。
(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100,保温棉轴向宽度等于t型焊缝到辅助加热带轴向端部距离的基础上加保温棉环向宽度为覆盖筒体的一半周长;若d/t>100。工业级陶瓷电加热器。
热处理工艺分类金属热处理工艺大体可分为整体热处理、表面热处理和化学热处理三大类。根据加热介质、加热温度和冷却方法的不同,每一大类又可区分为若干不同的热处理工艺。同一种金属采用不同的热处理工艺,可获得不同的组织,从而具有不同的性能。钢铁是工业上应用普遍的金属,而且钢铁显微组织也很复杂,因此钢铁热处理工艺种类繁多。整体热处理是对工件整体加热,然后以适当的速度冷却,获得需要的金相组织,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。冷却也是热处理工艺过程中不可缺少的步骤,冷却方法因工艺不同而不同,主要是控制冷却速度。一般退火的冷却速度很慢,正火的冷却速度较快,淬火的冷却速度更快。但还因钢种不同而有不同的要求。 热处理加热带,远红外带式加热器。辽宁加工LCD履带式电加热器焊前预热焊后热处理供应商家
LCD远红外履带式加热器。中国澳门加工LCD履带式电加热器焊前预热焊后热处理客服电话
履带式加热器的简介履带式加热器能制成多种形状的履带式加热器,可视工件的几何形状,壁厚及热处理要求选择相应的规格。可以与工件接触加热,可以弯曲,折叠,燃烧,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消氢和焊后的局产部热处理,具有加热速度快,热利用率高,节能明显,劳动强度低,使用安全可靠、操作方便的优良性能,是目前焊接界一种崭新颖实用的理想局部热处理加热器。理论最高工作温度1050℃。实际最高工作温度1000℃。中国澳门加工LCD履带式电加热器焊前预热焊后热处理客服电话
吴江宏成电热设备有限公司是以履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱研发、生产、销售、服务为一体的温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。一般项目:金属表面热处理加工;机械设备租赁;许可项目:货物进出口;道路货物运输(不含危险货物)企业,公司成立于2010-02-24,地址在吴江区平望镇梅堰龙南村。至创始至今,公司已经颇有规模。公司主要产品有履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等,公司工程技术人员、行政管理人员、产品制造及售后服务人员均有多年行业经验。并与上下游企业保持密切的合作关系。宏成致力于开拓国内市场,与机械及行业设备行业内企业建立长期稳定的伙伴关系,公司以产品质量及良好的售后服务,获得客户及业内的一致好评。我们本着客户满意的原则为客户提供履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱产品售前服务,为客户提供周到的售后服务。价格低廉优惠,服务周到,欢迎您的来电!






