热处理工艺分类金属热处理工艺大体可分为整体热处理、表面热处理和化学热处理三大类。根据加热介质、加热温度和冷却方法的不同,每一大类又可区分为若干不同的热处理工艺。同一种金属采用不同的热处理工艺,可获得不同的组织,从而具有不同的性能。钢铁是工业上应用普遍的金属,而且钢铁显微组织也很复杂,因此钢铁热处理工艺种类繁多。整体热处理是对工件整体加热,然后以适当的速度冷却,获得需要的金相组织,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。冷却也是热处理工艺过程中不可缺少的步骤,冷却方法因工艺不同而不同,主要是控制冷却速度。一般退火的冷却速度很慢,正火的冷却速度较快,淬火的冷却速度更快。但还因钢种不同而有不同的要求。 履带式电加热器整体热处理施工。陕西国内LCD履带式电加热器焊前预热焊后热处理生产厂家
电加热形式有哪些?不同类型的电加热器的工作原理不同,其中包括普通环境下使用的空气电加热器,工厂内使用的Ptc电加热器,安全措施较高的防爆电加热器,使用简便的液体电加热器,运输行业需要的管道电加热器。一系列的电加热器在不同的地方,就起到不一样的作用。常见加热器的电加热形式有哪些?1、电磁加热。电磁加热通过电子线路板组成部分产生交变磁场、当用含铁质容器放置上面时,容器表面具即切割交变磁力线而在容器底部金属部分产生交变的电流(即涡流),涡流使容器底部的铁原子高速无规则运动,原子互相碰撞、摩擦而产生热能。2、红外线加热。将红外线辐射器(发生器)发出来的红外线,照射到被加热物体上,除被反射和透射外,其余则被物体吸收并转化为物质分子的热运动,从而使物体受热。研究表明,物质的分子总是以自己固有的频率在运动着,当入射的红外线频率与物质分子的固有频率相等时,即易产生共振现象,先引起分子、原子的振动和转动,继而使物质分子运动的振幅加大,从而产生热。因此为了提高红外线加热的效果和效率,应先测定各待加热物料吸收红外线的波谱。3、电阻加热。利用电流通过电热体放出热量来加热坯料的加热方法。常见的电阻丝加热,陶瓷加热器。 湖北LCD履带式电加热器焊前预热焊后热处理哪家强SCD绳式电加热器厂家。
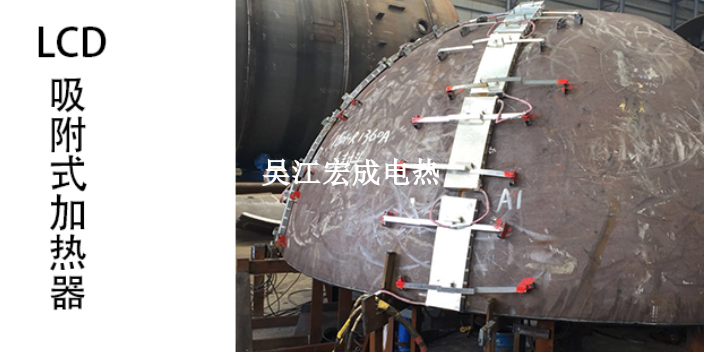
一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100。
履带式加热器能制成多种形状的履带式加热器,可视工件的几何形状,壁厚及热处理要求选择相应的规格。可以与工件接触加热,可以弯曲,折叠,燃烧,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消氢和焊后的局产部热处理,具有加热速度快,热利用率高,节能明显,劳动强度低,使用安全可靠、操作方便的优良性能,是目前焊接界一种崭新颖实用的理想局部热处理加热器。最高工作温度 1000 ℃ 。性能:加热速度快,热利用率高;适用:各种金属构件。焊前预热远红外电加热器。

整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。退火→将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度极慢),目的是使金属内部组织达到或平衡接近均衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。正火→将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为热处理。淬火→将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。退火、正火、淬火、回火是整体热处理中的“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可。“四把火”随着加热温度和冷却方式的不同,又演变出不同的热...履带式管道电加热器。新疆品质LCD履带式电加热器焊前预热焊后热处理供应商家
陶瓷电加热器的价格。陕西国内LCD履带式电加热器焊前预热焊后热处理生产厂家
使用方法:根据热处理工件选择加热器。规格管道工程若要采用低电压加热器可选用ZCD型指状陶瓷加热器,管道管座等特殊几何形状的工件指状加热器的履带式加热器无法包覆的可采用绳状陶瓷加热器,大管道、容器等一般工件均可采用履带式陶瓷加热器。下面介绍怎样选择加热器规格和使用方法。1、根据热处理工件来确定加热器面积、即加热区域、具体应根据工艺要求和热处理工件的壁厚。设加热面积为AA=L*H(米)L:为热处理工件的长度。圆体工件的长度L=D、D为工件外径。H:为加热宽度。加热宽度H,即陶瓷加热器宽度。H取多大为宜,我们根据国外局部热处理规范,认为在一般情况下,可取H=(7-12)就可以了。8为热处理工作的壁厚。陕西国内LCD履带式电加热器焊前预热焊后热处理生产厂家
吴江宏成电热设备有限公司属于机械及行业设备的高新企业,技术力量雄厚。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。公司拥有专业的技术团队,具有履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等多项业务。宏成电热顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱。





