极限工作温度1000度5,功率:10KW6,静态绝缘电阻:>5MΩLCD-Q型对开式加热器以履带式加热器做热源,配以保温材料及外壳,做成围型对开式加热器,便于装拆,适用于小型管道的局部加热。极限工作温度750℃。LCD-Q型对开式加热器参数表型号适用管径(mm)工作电压(V)额定功率(kw)LCD-Q-89φ891105LCD-Q-108φ1081105LCD-Q-133φ1331105LCD-Q-159φ1591105LCD-Q-219φ21922010LCD-Q-273φ27322010LCD-Q-325φ32522020LCD-Q-377φ37722020LCD-Q-426φ42622020低电压加热器低电压平板式加热器主要适用于旋转中的工件焊接前预热及焊后消除焊接应力。对工件进行辐射加热,发热面极限高温度可达900℃。低电压是为了确保工作场所生产安全。主要工作电压有24V、36V、60V三种,对应配套DDH型低电压温度控制箱使用。HDO-P型平板式低电压高温电加热器参数表型号外形尺寸(mm)工作电压(V)额定功率(kw)620*390*7036HDO-6p460*250*70246HDO-6p540*250*70246HDO-9p630*250*70369HDO-9p590*320*70369HDO-11p990*390*706011HDO-14p930*320*706014HDO-14p760*390*706014使用注意事项:因加热片使用电压低,但电流大的特点,加热片和连接导线必须要达到一定的电流负荷值。焊前预热远红外电加热器。临夏工程LCD履带式电加热器焊前预热焊后热处理服务
LCD型履带式陶瓷电加热器是采用强度高,热辐射性能好的氧化铅陶瓷元件作绝缘材料,用质量镍铬丝作发热体,穿接好的加热器可以是矩形或三角形。它的镍铬丝缆与导线相接,采用新工艺焊接的接头全部埋入陶瓷元件内绝缘可靠,陶瓷电加热器与控制设备配套即成为完整的热处理系统它们的连接采用专门接插件,并可根据工件与控制设备的距离配置接长导线,可以根据所需要加工工件的尺寸定制,尺寸灵活可变动,最高工作温度1000摄氏度。搭配保温棉拥有良好的保温效果。湖北加工LCD履带式电加热器焊前预热焊后热处理厂家批发价电加热器型号规格尺寸。
履带式电加热器特点:1、具有绕性,如加热容器或管道时,可弯曲成弧形或圆形包复在表面加热,如加热大型工件,局部可采包复形式,大面积工件可采用平铺复盖形式。此外能适合各种几何形状工件的加热。2、工作温度高、升温快、热效率高、无污染、加热均匀精确,可以实现自动控制。3、机械强度高,热态绝缘性能好,与被加热物体接触面大,使用寿命长。4、安装、维修方便,使用费用也低,即使内部发热材料损坏,而外部的陶瓷器件仍可回用。履带式电加热器技术指标:1.抗电强度:2000V/3分钟2.热态绝缘电阻:>5MΩ3.理论极限工作温度:1050℃,实际极限工作温度:10500℃.
正确清洁陶瓷加热器加热板上的助焊剂残渍清洁方法:1、陶瓷加热器加热板上的助焊剂受到高温作用,残留物几乎炭化,助焊剂会发生氧化作用,接触助焊剂的加热板会有变成黑色或黑黄色的,这是没办法用普通方法清洗掉的。2、首先用化学试剂(酒精或甲基苯、二甲酮之类的)把助焊剂残渣清洗干净,至于加热板上面颜色比较深的氧化层,可以使用5%-10%的稀盐酸多擦拭几次,就可以清洗干净了,然后再用清水进行清洗。3、注意必须穿戴好防护手套和防护眼镜,以免出现意外。以上是关于正确清洁陶瓷加热器加热板上的助焊剂残渍清洁方法,希望对您有所帮助。陶瓷加热器现在成为了一种高效热分部均匀的加热器、热导性非常好的金属合金,可以保证热面温度的均匀性,消除设备热点及冷点,应用范围越来越普遍。 履带式电加热器厂家。

寒冷的冬季已经来临,对焊接预热问题提出更高要求。预热温度通常在焊接前进行测量,而焊接过程中保持这一最低温度往往被忽视。冬季,焊缝接头冷却速度快,如果忽视焊接过程中最低温度的控制,将会对焊接质量带来严重的质量隐患。冬季焊接缺陷中极多也是危害性极大的就是冷裂纹。冷裂纹形成的三个主要因素为:淬硬材料(母材),氢,拘束度。对于常规结构钢,造成材料淬硬的原因是冷却速度过快,所以提高预热温度并且保持这一温度能够很好的解决这一问题。一般冬季施工,预热温度要比常规温度高20℃-50℃,特别要注意厚板的定位焊的预热要比正式焊缝还要略高,对于电渣焊,埋弧焊等热输入量较高的焊接方法可以与常规的预热温度一样。对于长构件(一般大于10m),焊接过程中不建议撤离加热设备(加热管或者电加热片),防止“一头热,一头冷”的情况出现。对于室外作业的情况,焊接完成后要对焊缝区域进行保温缓冷措施。焊接预热管(适用于长构件)冬季建议使用低氢焊材,根据AWS,EN等标准,使用低氢焊材的预热温度可比一般焊材低。注意焊接顺序制定,合理的焊接顺序可以很大降低焊接拘束度,同时作为焊接工程也有责任和义务审核图纸中可能造成大拘束度的焊接接头。管道热处理的加热器。国内LCD履带式电加热器焊前预热焊后热处理生产厂家
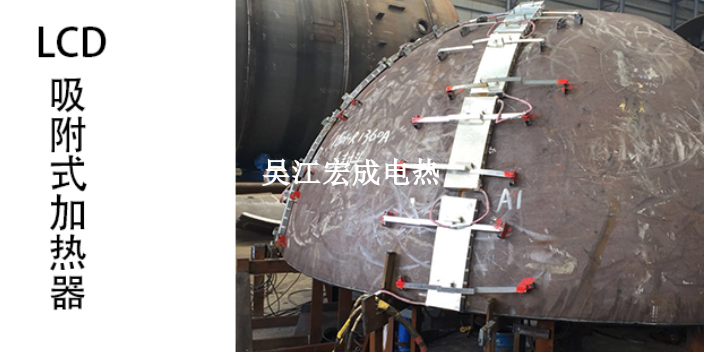
LCD型履带式电加热器。临夏工程LCD履带式电加热器焊前预热焊后热处理服务
远红外履带式陶瓷电加热器:采用现代科学成果,制造加热效率高,能源耗费少的加热设备,对国民经济发展有着十分重要意义。我公司根据英国库珀希特公司焊接部的有关技术资料和部分样品在上海锅炉厂、上海合金厂、郑州磨料磨具研究所、中科院硅酸盐研究所、上海红外遥感学会的大力协助下、研究制成耗电省、使用方便及多种陶瓷加热器,为此向协助我们共同研制的单位表示衷心感谢。这些陶瓷电加热器可广泛应用于锅炉、化工、造船桥梁、电力、机械、冶金、水电安装等单位的各种合金钢焊接接构件的局部热处理,特别适用于大型工件和高压容器的焊前预热,中间消氢,焊后局部退火处理和电厂现场安装。检修管道工程的热处理。它改变了传统工艺中质量不稳。设备能耗高,劳动条件差等弊病。本产品通过了市级鉴定,已投入大批量生产。我们为了让用户更合理、更正确地了解使用陶瓷电加热器。收集了一些资料编写了这本使用说明书,供大家参考。由于我们水平有限,编写中错误和缺点在所难免,恳请广大用户批评指正。吴江宏成电热设备有限公司生产的陶瓷加热器根据其形状分为三个品种:即LCD型履带式陶瓷加热器、SCD型绳状陶瓷加热、ZCD型指状形陶瓷加热器。它们各有长处。临夏工程LCD履带式电加热器焊前预热焊后热处理服务
吴江宏成电热设备有限公司位于吴江区平望镇梅堰龙南村,交通便利,环境优美,是一家生产型企业。宏成电热是一家有限责任公司企业,一直“以人为本,服务于社会”的经营理念;“诚守信誉,持续发展”的质量方针。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供***的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱。宏成电热顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱。





