- 品牌
- hallite;kastas
- 型号
- 605;839;k30;k59
- 类型
- O形密封圈,唇形密封圈,V形密封圈,Y形密封圈,L形密封圈,鼓形密封圈,山形密封圈,J形密封圈
- 材质
- 橡胶,塑料,金属,皮革
- 特殊性质
- 耐腐蚀,耐高温,耐磨损,耐高压
- 用途
- 砼泵/混凝土泵用,防尘密封,导向环,固定密封,回转密封,孔用密封,水封油封,轴用密封
- 是否进口
- 是
- 是否标准件
- 标准件
- 样品或现货
- 现货
- 加工定制
- 是
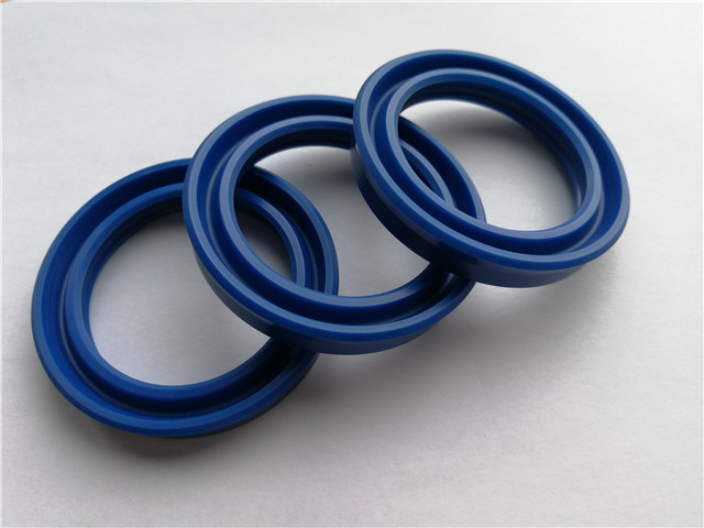
V型密封圈是一种单向的密封装置,V型密封圈属于一种唇形密封的范围,v型密封圈主要有两种材质,一种是纯橡胶材质,一种是夹织物橡胶材质,其中纯橡胶材质的v型密封圈主要使用丁晴橡胶和氨丁橡胶为常用,在工作压力比较大的时候也可以采用组合的方式使用或者是叠加。V型密封圈工作压力可以达到60mpa,适宜温度在-30~80C之间,其中橡胶材质的工作速度在0.02~0.3m/s,夹布材质的在0.005~0.5m/s,一般适用于高压液压设备中的活塞杆和活塞密封中。O形环密封有各种公制和英制标准尺寸。赫莱特hallite孔用T形聚酯密封圈
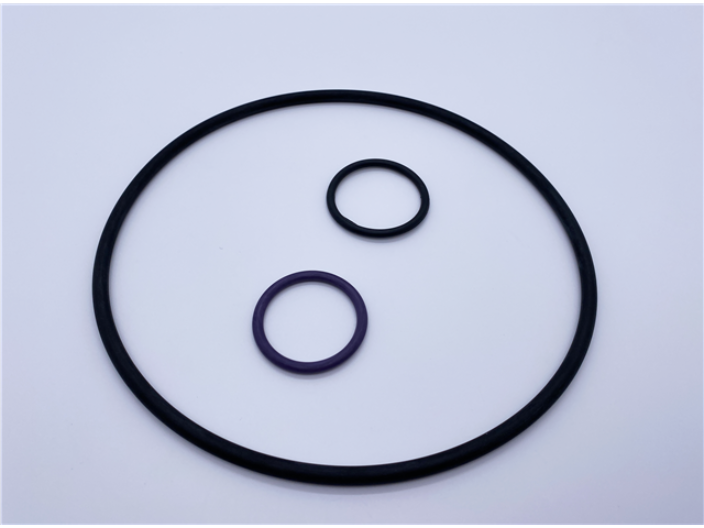
机器(或设备)中相对静止件间的密封。常用的形式是在凸缘之间放置密封垫片,这种密封称为凸缘垫片式强制密封。旋紧螺栓压紧垫片,即可堵塞泄漏缝隙以达到密封的目的。垫片的材料和形式根据设备操作温度、压力和介质的腐蚀性等条件选用。如常温、中低压设备可用橡胶垫片,在低温下或腐蚀性工作介质中工作的设备可用聚四氟乙烯垫片,温度较高的设备可用石棉橡胶垫片,高温高压设备可用金属垫片。垫片型式主要有矩形截面的平垫片和圆形截面的O型环。垫片常用单一材料或复合材料制造,如可防腐的外包聚四氟乙烯的石棉橡胶垫片和可提高垫片强度的内布金属丝或外包金属箔的平垫片。搬运设备密封橡胶密封材料应避免接触循环空气。
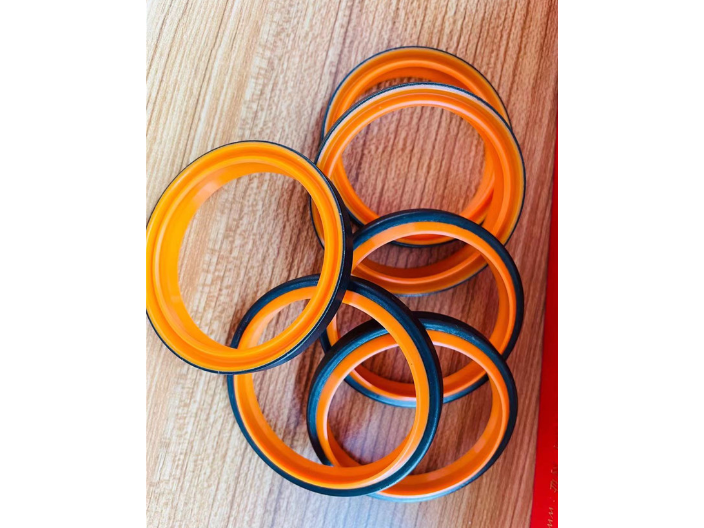
V型密封圈的正确安装:对于不是专门使用的机械设别来说,v型密封圈的装配不需要做特殊的准备工作,非常简单明了,相比于Y型密封圈也不需要安装倒角,更不需要其他的结构措施,在装配时只需将V型密封圈拉长20%即可,然后将其套在轴或者是推垫圈上,装配式尽量不要使用尖锐的工具放置对产品的划伤。V型密封圈的调节:相比于安装,V型密封圈的调节更加重要。V型圈在使用一段时间后,唇边会出现磨损的情况出现,为了保证密封圈的持久性,需及时的调整其紧压力。所以V型密封圈紧压力大小的调节是设计时应该考虑的问题,一般都是采用调整垫的办法,给出垫片的厚度和件数后,便可以精确控制调整量,也可以采用螺母或设弹簧进行调整,直径小于60mm时,应采用锥形弹簧,直径大于60mm时,则应采用多个小弹簧来进行调节,弹簧与V型密封圈安装的腔体应有良好的配合精度和同轴度。
密封圈泄漏的原因:1.综合性老化,橡胶弹性体与密封介质双双老化;2.密封介质使橡胶溶胀,降低了橡胶的硬度,由此使油封过早的老化和磨损;3.由于工况条件过于苛刻引起材料龟裂,尤其是在油封密封刃口上的龟裂;4.油封的密封唇缘不再追随轴表面的振动以及轴的跳动;5.装配过程不规范引起轴表接触面被破坏而造成密封唇过早磨损;6.污染物从密封的里外面长时间性的嵌入密封刃口上造成轴表面和密封唇缘的过早磨损;7.由轴至密封唇口区的腐蚀,将给密封系统的密封性能留下长时间性的故障隐患。密封件安装时,密封件、轴、密封腔、压盖都应该清洗干净。
密封件的失效的原因分析,1.困压:理想情况下,如果两个密封件彼此相邻,则它们不应沿相同方向密封。但某些情况下,相邻密封件沿同方向密封,导致液压油被困在密封件之间,压力越来越大,如果不能及早发现,压力上升到一些程度将会导致液压油喷出和密封件失效。2.压缩长时间性变形:橡胶聚合物密封件容易出现这种情况。当发生压缩长时间性变形时,说明密封件弹性降低,这会导致密封功能丧失,低压泄露是密封件密封件弹性降低的标志。密封件在低压下非常依赖于它的弹性,这就是为什么低压泄露是此类问题的常见现象。密封件的存储放置地区挑选有误,储放和运送时放置的地址不适合都会导致密封件无效。搬运设备密封
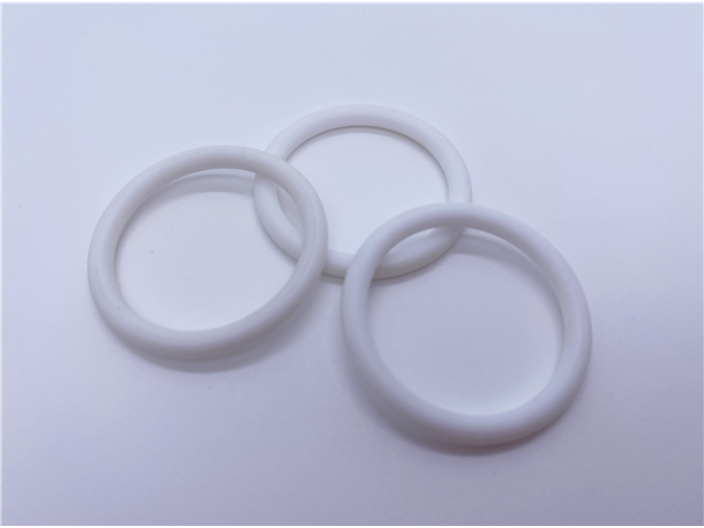
动密封下使用适合的温度是介于-15℃至280℃,低温可达-40℃。赫莱特hallite孔用T形聚酯密封圈
密封件是防止流体或固体微粒从相邻结合面间泄漏以及防止外界杂质如灰尘与水分等侵入机器设备内部的零部件的材料或零件。密封件的存放室温尽量在30℃以下,避免密封件产生高温老化。按作用分类:分为轴用密封、孔用密封、防尘密封、导向环、固定密封、回转密封;2.按材料分类:分为丁氰橡胶、三元乙丙橡胶、氟橡胶、硅胶、氟硅橡胶、尼龙、聚氨酯、工程塑料等。密封件的贮存1.密封件的存放室温尽量在30℃以下,避免密封件产生高温老化;2.密封件必须存放在密封包装内,避免和空气中的水分或尘埃接触;3.密封件必须避开强光照射,避免密封件被空气中臭氧侵蚀或提早老化。各种密封其性能影响因素是不同的,如机械密封(填料密封等)影响因素有温度、介质、磨损、所承受压力等。赫莱特hallite孔用T形聚酯密封圈

橡胶密封件装入前,轴(轴套)、压盖应无毛刺,轴承状况良好;密封件、轴、密封腔、压盖都应该清洗干净。为减少摩擦阻力,轴上安装机械密封的部位要薄薄地涂上一层油,以进行润滑,考虑到橡胶O形圈的相溶性,若不宜用油,可涂肥皂水。浮装式静环不带防转销的结构,不宜涂油,应干式装入压盖。先将静环与压盖一起装在轴上,注意不要与轴相碰,然后将动环组件装入。弹簧座或传动座的紧定螺钉应分几次均匀拧紧。在未固定压盖之前,用手推补偿环作轴向压缩,松开后补偿环能自动弹回无卡滞现象,然后将压盖螺拴均匀地锁紧。更换密封圈时,要严格检查密封圈沟槽,清理污物,打磨沟槽底。孔用梯形圈机械密封(mechanicalseal)是指由至少...
- 挖机油缸密封 2024-07-03
- LVseals外压端面U形四氟圈 2024-07-03
- 液压油管密封 2024-07-03
- 赫莱特hallite孔用T形橡胶圈 2024-07-03
- 搬运设备密封 2024-07-03
- O形密封 2024-07-02
- LVseals孔用Y形 2024-07-02
- 德国anyseals孔用异形格莱圈 2024-07-02
- X形密封制品 2024-07-02
- 内包双唇油封 2024-07-02


- 电子电器密封 2024-07-02
- LVseals孔用斯特封 2024-07-02
- LVseals轴用聚氨酯斯特封 2024-07-02
- 赫莱特hallite孔用尼龙格莱圈 2024-07-02
- 加玻纤尼龙密封 2024-07-02
- 推土机密封 2024-07-01




- 搬运设备密封 07-03
- O形密封 07-02
- LVseals孔用Y形 07-02
- 德国anyseals孔用异形格莱圈 07-02
- X形密封制品 07-02
- 内包双唇油封 07-02
- 派克8系列挡圈 07-02
- 赫莱特hallite自定芯组合垫圈 07-02
- 赫莱特hallite轴用橡胶Y形圈 07-02
- 轴用山形密封 07-02