
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
焊管机组选择哪一种轧制底线,要根据焊管规格、机组状况、管坯材质以及焊管机组正常生产速度等因素而定,一般可遵循下列四条基本原则:(1)管径壁厚比(D/T比)原则;(2)机组原则,有些焊管机组的下轴标高是不可调的,因此通常只能按水平轧制底线布辊。;(3)管坯材质原则,要求根据管坯强度高低、软硬等选择轧制底线。当生产高qiang度焊管时,定径段提倡选用“上凸”或者“水平+上凸”轧制底线,这样矫直就会少走弯路,也会更顺利;(4)速度原则,正常生产时,焊接速度较快的机组,定径轧制底线上凸要比速度慢的机组大一点,反之要小一点。因为速度慢的机组,焊管冷却时间和在定径机中受到矫直力作用的时间都比速度快的机组要长,应力平衡更充分,焊管直度会更好。轧制底线选择得恰当与否,对焊管坯的横向变形、断面变形和纵向变形都会产生巨大影响。使用过程中,焊管机组要注意哪些问题?陕西焊管机组调试
焊管机组
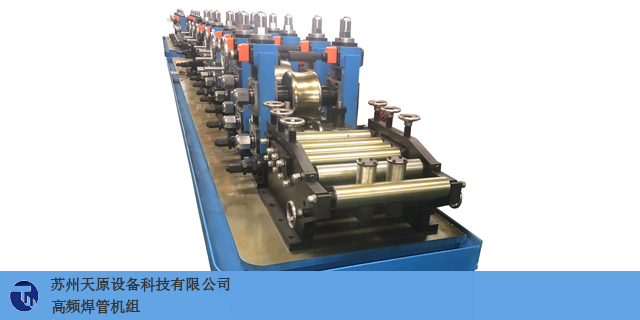
焊管机组其它孔型找正其它孔型的找正方法,可参照平辊和立辊的找正原理,只是导向辊的下辊底径位置要略高于基准线0.5~2mm,(根据所生产的管径大小和壁厚状况而定).毛刺托辊要高于基难线0.5mm,使外毛刺创削时受力更稳定,防止出现创削跳动。2成型机常见故障2.1跑偏跑偏也叫蠢带,由于各种原因,跑偏现象随时都会在成型机的各道轧辊间发生。具体表现为管坏从平辊或立辊出来后,两个边缘的高低不一样,严重时管坯便发生翻转,不能顺利进入下道孔型内,不得已而被迫停机处理,直接影响了生产作业率的提高。湖南机械焊管机组客户至上焊管机组的轧压线是什么?

焊管定径工艺的特点焊管定径工艺具有空腹轧制、微张力轧制、主动轧制与被动轧制、比较大轧制力与比较大线速度不在同一点、小孔型接纳大管子和微量减径轧制等6个特点。(1)微量减径轧制。无论是圆到圆的定径轧制,还是圆变异、异到异的整形轧制,一般减径率都很小。外径为φ15~200mm范围的焊管,通常总减径量只占成品管外径D的,道次减径率及平均道次减径率参见下表。这一特点对定径轧辊孔型设计,定径余量设置和实际操作都有指导意义,为制定定径工艺参数提供了依据。双击图片放大(2)空腹轧制。焊管定径属于空腹冷轧范畴,是运用定径辊对空腹焊管进行轧制,只需要施加较小的轧制力就能实现焊管外形与尺寸变化,其间焊管周向变短、断面增厚、纵向变长。这一特点要求,定径孔型施加的轧制力不能大,否则极易导致焊管横断面尺寸骤然减小,外形发生畸变,无法实现工艺目标。(3)微张力轧制。焊管轧制全过程离不开纵向张力,定径段的纵向张力与成型段和焊接段关系密切。在焊管规格品种确定之后,影响定径张力的主要因素是定径平辊孔型的线速度和轧制力。由焊管定径工艺微量减径特点和空腹轧制特点决定,定径辊施加到焊管上的轧制力不可能大。
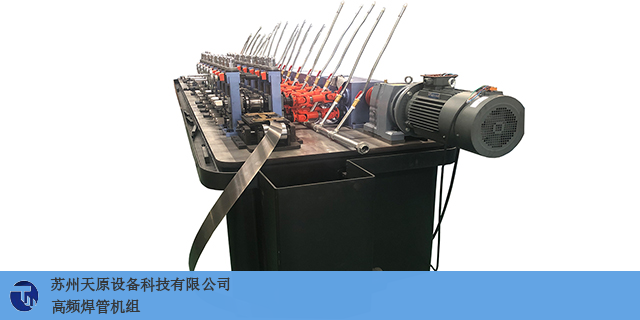
高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊接质量较高。一方面是热交换,另一方面是保护性能。基于高频焊管的过程比较简单,所以相对而言,高频焊管的生产效率要更高一些,但是基于双面埋弧焊管不断的发展,其生产效率也在进一步的提高。总而言之,两种焊接方式各有其优缺点。高频焊管的优势是开裂可能小,焊接速度快,焊接成型方式简单,生产效率高。双面埋弧焊管的主要优势是实现了自动化,焊接质量高等方面。至于在实际中应该选择哪种焊接方式,还需要根据具体情况具体分析。焊管机组有统一的学名或者叫法吗?

苏州天原设备科技有限公司是专业制造焊管机组以及相关辅助设备的厂家,本公司是一家集科、工、贸为一体,公司拥有高水平的技术的专业人才,产品行销全国各地及出口泰国、孟加拉、越南、缅甸、柬埔寨、印度尼西亚、巴基斯坦、印度、埃及、卡特尔、乌兹别克斯坦、土库曼斯坦等一些国家。制造的设备广受好评在行业内有良好的名声,产品结构:焊管设备,分条机组,及配套轧辊模具产品特点:生产加工焊管的专业生产线,生产线工艺流程:原料(带钢卷)→开卷→剪切、对焊→储料→被动矫平→成型轧制→高频焊接→去除外毛刺→喷淋冷却→定径、整型→粗矫直→定尺切断→收管、捆扎。生产流程,产销过程:订单→设计→下计划→备料→粗加工→工艺处理→精加工→检验→装配→油漆→试机→包装→发货你知道江苏哪里有焊管机组厂家吗?福建机械焊管机组哪家好
哪里有批发焊管机组的厂家?陕西焊管机组调试
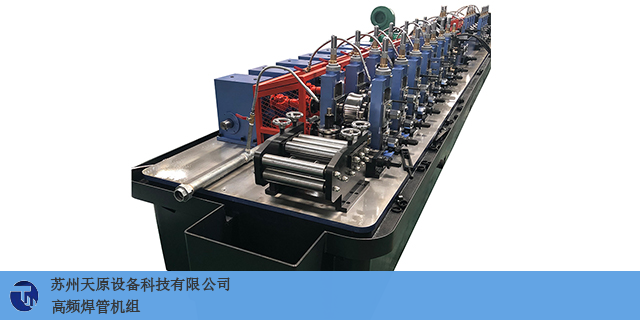
高频焊管机组应用:高频直缝焊管的改造、进步速度很快,从*初的辊式成型进行改进变成后期的排辊成型,一直到如今的柔性成型、直缘成型以及等刚性机架的揉入先进的科学技术模型,现如今所使用的成型已经日益趋于完善,可以说在某种程度上初步实现了智能化成型。而焊管技术流程中的焊接和热处理电源的技术,也从一开始的电子管式变成如今的全固态式,在原有的基础上很大程度地增加了燃料燃烧的功率。而且还引入了数字化、智能化等自动控制的操作理念。而且研究人员致力于对高频焊接过程所具有的问题进行研究,并提出切实可靠的解决方案,对存在的问题进行改善,研发出以焊区加强为hexin的焊接工艺与质量控制手段,使得焊缝性能已经很接近母材,经过完善一贯制的管理模式,将高频焊管的质量控制向上延伸到上游的原料设计与生产工艺。提高产品性能与品质水平,此技术海底管道和高钢级油井管等关键关节上获得范围广使用。陕西焊管机组调试

高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊...
- 湖南性能优良焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组保养 2024-05-21
- 湖北正规焊管机组产品介绍 2024-05-21
- 吉林制造焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组性能 2024-05-21
- 福建机械焊管机组直销价格 2024-05-21
- 江苏自动化焊管机组售后保障 2024-05-21
- 江苏正规焊管机组市场 2024-05-20
- 辽宁自动化焊管机组保养 2024-05-20
- 黑龙江直销焊管机组检查 2024-05-20

- 上海品质焊管机组诚信为本 2024-05-20
- 安徽自动化焊管机组厂家供应 2024-05-20
- 江苏性能优良焊管机组出厂价格 2024-05-20
- 吉林正规焊管机组厂家供应 2024-05-20
- 江西好的焊管机组出厂价格 2024-05-20
- 河北正规焊管机组销售厂家 2024-05-20





- 自动化不锈钢焊管机厂家直销 06-02
- 工程不锈钢焊管机出厂价 06-02
- 陕西制管设备出厂价 06-01
- 贵州直缝制管设备 06-01
- 湖北工程不锈钢焊管机厂家直销 06-01
- 江苏工业不锈钢焊管机厂家价格 06-01
- 重庆直销不锈钢焊管机出厂价格 06-01
- 浙江工业不锈钢焊管机联系人 06-01
- 河北直销不锈钢焊管机供应商家 06-01
- 不锈钢焊管机出厂价格 06-01