
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
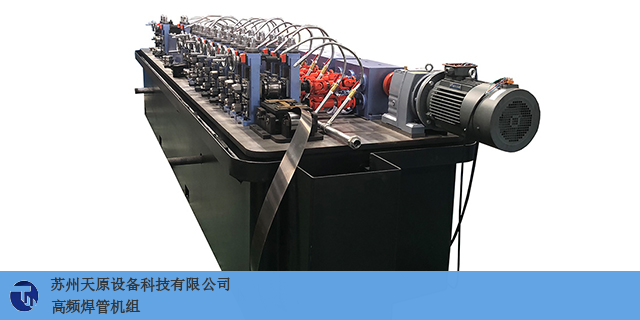
与焊管机组中高频焊的原理,高频焊原理——借助高频电流的集肤效应可以使高频电能量集中于焊件的表层,而利用邻近效应,又可控制高频电流流动路线的位置和范围[4]。当要求高频电流集中于焊件的某一部位时,只要将导体与焊件构成电流回路并使导体靠近焊件上的这一部位,使它们相互之间构成邻近导体,就能实现这个要求。高频焊就是根据焊件结构的具体形式和特殊要求,主要运用集肤效应和邻近效应,使焊件待焊处的表层金属得以快速加热而实现焊接。焊管机组前沿的技术说明。江西好的焊管机组出厂价格
焊管机组
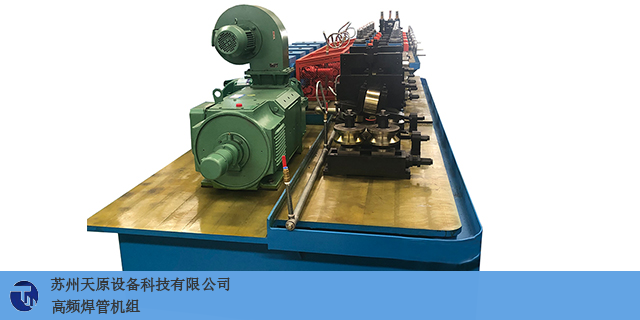
苏州天原设备技术有限公司是集科研、设计,设备制造和技术服务为一体的企业,多年来在国内多位钢管界教授指导下,追踪国外同类设备工艺与先进技术,系统地分析国内引进设备的实践,在博采众长的基础上,勇于创新。公司主要产品从16-219的高频直缝焊管机组,注重技术创新和发展根据市场需求调整机组设计,进的工艺、检测手段的严谨的工作作风,保障了设备的质量。目前,本公司产品除了供应国内市场还出口到东南亚,南亚,中东,非洲,南美洲,东欧等地区,得到用户一致好评,公司有完整的售后服务体系,会派专人指导客户机组安装调试并培训操作人员直到机器正常运转生产。机组有一年的质保期,对于客户的要求我们会及时回复24小时之内提出解决方案。江苏性能优良焊管机组售后保障焊管机组的平均价格水平是什么?
焊管定径工艺的基本功能高频直缝焊管定径是指通过特定孔型轧辊对焊接后的焊管进行轧制,将尺寸和形状都不规整的圆或异型管调整至形状规整、尺寸符合标准要求的成品管。定径工艺的基本功能有四个方面。一,确定焊管基本尺寸与形状(1)圆→圆。通过对定径圆孔型轧辊的调整,将出挤压辊后不规整的待定径圆管调整为横断面形状和尺寸都合格的成品圆管。衡量圆管圆度不*要看实际公差带的分布,还要看管子的椭圆度。一般规定椭圆度为极限偏差的80%。实践中,有些焊管虽然没有超差,但超过椭圆度公差,或者公差带以及接近极限值,同样需要进行调整。(2)圆→方(异)。即由圆管变为异型管,通过对异形孔型轧辊进行调整,将出挤压辊后横断面为圆的焊管,调整为横断面形状各异、尺寸各异的异型管,如方管、矩形管、椭圆管、D型管等。其实,无论多么复杂的异型管、调整过程不外乎围绕面、角、形及公差进行。①面:包括平面和弧面,要求纵看不能有波浪、勒痕、竹节,横看弧面必须圆滑无棱角,平面无凹凸。②角:一是指焊管面与面交汇处的尖角形状、大小及对称,二是指焊管面与面之间的夹角。以方矩管为例,无特别要求时一般规定外圆角r=,面与面夹角β=90°±1°。
焊管机组轴承损坏下平辊轴承损坏后,在上平辊的压力下,破坏了轧制线的高度位置.使管坯旱向下走势,在进人立提时就很容易钻人立辊的辊缝行,特别是立组收编量较大时,更容易使管环发生“钻带”现象。立辊高座不合适由于立报孔型的高度高于轧制线后,就比较容易发生“钻帶”,特别是在引带头时,这一现象就更容易发生.在成型的前两道立辊处,由于两个立辊的辊缘间距较大,空间也更大,在立辊高度不合适时。就会出现划伤,卡挤和钻帶现象,是这种事故的多发区。所以在组装这两对文辊时,可适当将高度降低0.5mm左右,并根据平辊底径的磨損情况,随时降低立辊的高度。焊管机组售后注意事项。
焊管机组立辊找正立辊找正可分为三步进行:第一步先确定各组立辊的开口间隙,也就是两立辊的轴间距然后找好每组立辊的中心位置;atlast是调整立辊的高度。立辊的开口间隙,以孔型设计时的变形开口宽度为依据,然后再收缩5mm左右为宜,收缩量太大时,会加快立辊孔型上边缘的磨损.同时亦增加了设备的负荷。立辊的中心要与平辊找正同时进行.以保证平辊立辊的中心位置都在同-一个中心线上。立辊孔型的中心线找完后,便可以将钢丝线降落在平辊孔型的底径位置上,开始找立辊的高度。立辊的高度以立辊孔型下边缘与钢丝线的高度相符为准,成型前几道立辊的高度,要根据立辊下辊环切除量的工艺参数而定。焊管机组的工作特点是什么?湖南先进焊管机组铸造辉煌
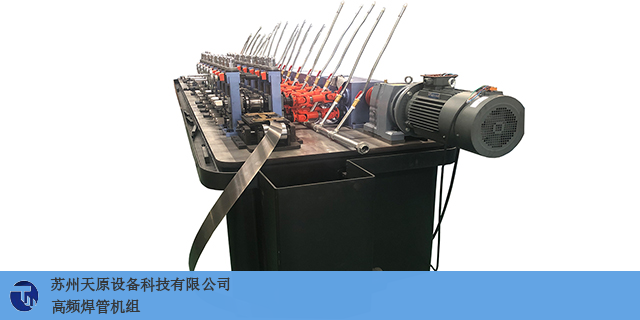
焊管机组的工作原理与工作特点。江西好的焊管机组出厂价格
焊管机组出现立辊收缩量小,在封闭孔型处所发生的管坯钻人平辊辊缘缝隙内,多因平辊前的立辊收缩量不足,使管坯的横向尺寸,远远大于封闭孔型的横向尺寸。在平辊的压力加大时,封闭孔型内不能完全容纳下管还,使之在进人平辊孔型瞬间向两侧扩张时被辊缘咬人,轻者发生划伤,重者挤出耳子,直至钻人辊緣缝隙内。这时需要加大立辐的收编量,使管坯在立辊的作用下,成为立椭圈形,更加容易进人封闭孔型内。同时适当减小封团孔型的上转压力,使封闭孔型更好地包容管坯。当然封闭孔型的R取值也是至关重要的。立辊不正封闭孔型的前道立辊中心位置不正时,会把管坯运行方向导偏,严重时就会将管坯直接导人封闭孔型的辊缘内江西好的焊管机组出厂价格

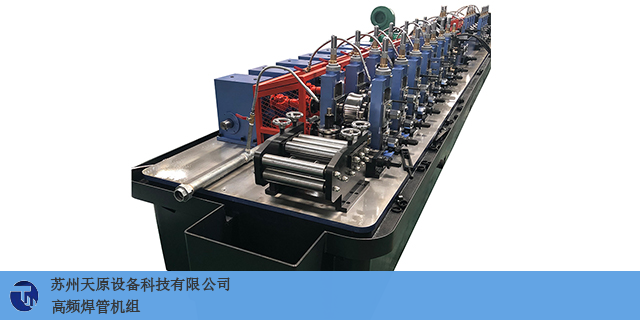
高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊...
- 湖南性能优良焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组保养 2024-05-21
- 湖北正规焊管机组产品介绍 2024-05-21
- 吉林制造焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组性能 2024-05-21
- 福建机械焊管机组直销价格 2024-05-21
- 江苏自动化焊管机组售后保障 2024-05-21
- 江苏正规焊管机组市场 2024-05-20
- 辽宁自动化焊管机组保养 2024-05-20
- 黑龙江直销焊管机组检查 2024-05-20

- 上海品质焊管机组诚信为本 2024-05-20
- 安徽自动化焊管机组厂家供应 2024-05-20
- 江苏性能优良焊管机组出厂价格 2024-05-20
- 吉林正规焊管机组厂家供应 2024-05-20
- 江西好的焊管机组出厂价格 2024-05-20
- 河北正规焊管机组销售厂家 2024-05-20





- 湖北制造不锈钢焊管机哪个好 06-04
- 湖南销售不锈钢焊管机什么价格 06-04
- 制造不锈钢焊管机有哪些 06-04
- 黑龙江工程不锈钢焊管机价格 06-04
- 江西销售不锈钢焊管机供应商家 06-04
- 河南自动化不锈钢焊管机推荐厂家 06-04
- 浙江工业不锈钢焊管机什么价格 06-04
- 陕西自动不锈钢焊管机哪家好 06-04
- 重庆工程不锈钢焊管机出厂价格 06-04
- 山东自动不锈钢焊管机供应商家 06-04