
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
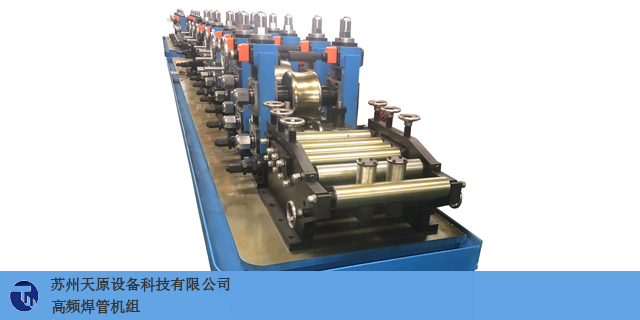
与焊管机组相近的名词有高频焊,发明于上世纪50年代初,并很快应用于工业生产。它是利用10~500kHz高频电流经焊件连接面产生电阻热,并在施加或不施加压力的情况下,达到原子间结合的一种焊接方法。目前,高频焊主要应用于机械化或自动化程度颇高的管材、型材生产线。焊件材质可为钢、有色金属,管径范围为6~1420mm、壁厚为0.15~20mm。小径管多采用直焊缝;大径管多采用螺旋焊缝。近年来,作为连接的方法之一高频焊接技术引起人们的重视,成为连接领域新的研究热点,正在快速发展。焊管机组不是高频焊管机组?河北好的焊管机组规格
焊管机组
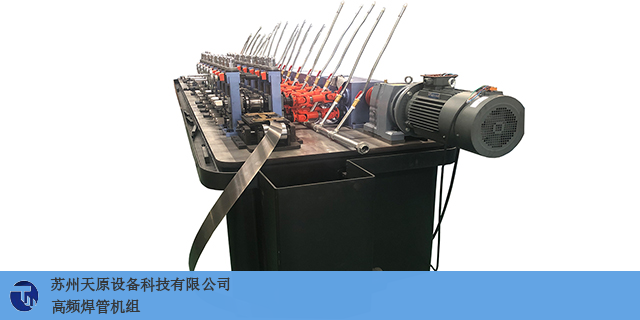
焊管机组能够得到这么范围广的应用跟它自身的优势是分不开的。焊管机组行业的发展如此迅速,要想立于不败之地,就需要提高焊管机组的生产质量,做好焊管机组的调试和日常维护工作。那么焊管机组日常维护及调试要注意什么呢?一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。还要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,如果出现故障的话,就要注意及时做相应的措施进行修理。甘肃品质焊管机组哪里有批发焊管机组的厂家?
焊管定径工艺的特点焊管定径工艺具有空腹轧制、微张力轧制、主动轧制与被动轧制、比较大轧制力与比较大线速度不在同一点、小孔型接纳大管子和微量减径轧制等6个特点。(1)微量减径轧制。无论是圆到圆的定径轧制,还是圆变异、异到异的整形轧制,一般减径率都很小。外径为φ15~200mm范围的焊管,通常总减径量只占成品管外径D的,道次减径率及平均道次减径率参见下表。这一特点对定径轧辊孔型设计,定径余量设置和实际操作都有指导意义,为制定定径工艺参数提供了依据。双击图片放大(2)空腹轧制。焊管定径属于空腹冷轧范畴,是运用定径辊对空腹焊管进行轧制,只需要施加较小的轧制力就能实现焊管外形与尺寸变化,其间焊管周向变短、断面增厚、纵向变长。这一特点要求,定径孔型施加的轧制力不能大,否则极易导致焊管横断面尺寸骤然减小,外形发生畸变,无法实现工艺目标。(3)微张力轧制。焊管轧制全过程离不开纵向张力,定径段的纵向张力与成型段和焊接段关系密切。在焊管规格品种确定之后,影响定径张力的主要因素是定径平辊孔型的线速度和轧制力。由焊管定径工艺微量减径特点和空腹轧制特点决定,定径辊施加到焊管上的轧制力不可能大。
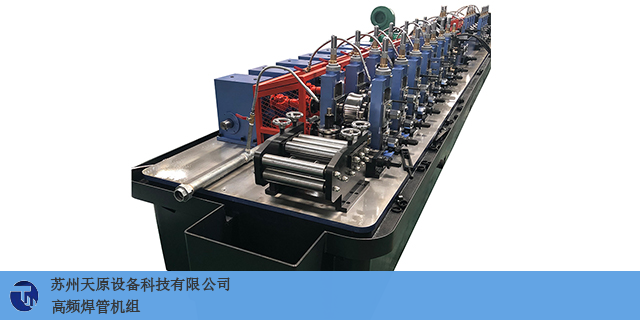
高频焊管的生产过程主要取决于产品的种类,从原材料到成品都需要经过一系列的工序,这些工艺的完成需要各种相应的机械设备和焊接、电气控制、检测设备。那么,在高频焊管的生产中,操作对焊接质量有什么影响呢?1.焊接压力焊接压力是焊接过程的主要参数之一。管坯两侧加热到焊接温度后,在挤压压力作用下形成普通金属晶粒,即相互结晶产生焊接,焊接压力影响焊缝的强度和韧性。当施加的焊接压力较小时,金属的焊接边不能完全压制,焊缝中的残余非金属夹杂物和金属氧化物由于压力小而不易排出,焊缝强度降低,焊接强度易开裂;当压力过高时,达到焊接温度的金属大多被挤压,这不仅降低了焊缝强度,而且还产生内外毛刺过大或堆焊等缺陷。因此,在实际应用中,应根据不同的规格获得合适的焊接压力。由于管坯宽度和厚度的可能公差,以及焊接温度和焊接速度的波动,可能涉及焊接挤压压力的变化。焊接挤压量一般通过调整挤压辊之间的距离来控制,也可以通过挤压辊前后的管径来控制。2.焊接速度焊接速度也是焊接过程中的主要参数之一,它与加热系统、焊缝变形速度和相互结晶速率有关。高频焊接时,焊接质量随着焊接速度的加快而提高,这是因为加热时间的缩短了边缘加热区的宽度。焊管机组有相应的行业标准吗?

高频直缝焊管是使用从钢厂进来的用钢带或钢板通过压力机或者高频直缝焊管机制造出的圆形高频直缝焊管、再采用二保焊或者埋弧焊焊接成型,使用这个方法制造的焊管都可称为高频直缝焊管。高频直缝焊管比无缝钢管成本低、生产效率高,可加工尺寸以及厚度范围比较广,采用的坯料主要以钢板为主。高频直缝焊管在酸性环境中耐蚀能力较强。高频直缝焊管生产工艺钢板检测:用来制造高频直缝焊管的钢板进入生产线之前,首先进行全板超声波检验;下料:通过铣边机对钢板的两侧边缘进行铣削,使之达到需要的钢板宽度以及板边平行度和坡口形状;预弯:使用预弯机进行板边的预弯,符合曲率的要求,厚度较大的可以使用压力机进行预弯。成型:在成型机上首先将预弯后的钢板的一半进行多次碾压,使其成为"J"形,再将钢板的另一半进行同样操作,压成"C"形,然后制造出开口的"O"形预焊:成型后的高频直缝焊管合缝并采用气体保护焊进行连续焊接;内焊:采用纵列多丝埋弧焊(可为四丝)在高频直缝焊管的内侧进行焊接;外焊:采用纵列多丝埋弧焊在高频直缝焊管的外侧进行焊接;修整:对整根焊机钢管进行修整保证客户需要的尺寸,并改善钢管内应力的分布状态。你还不知道焊管机组使用要注意这些!吉林直销焊管机组市场
焊管机组的零件组成有这些!河北好的焊管机组规格
焊管机组是和直接的焊管区别还是很大的,直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。图片图片直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。河北好的焊管机组规格

高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊...
- 湖南性能优良焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组保养 2024-05-21
- 湖北正规焊管机组产品介绍 2024-05-21
- 吉林制造焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组性能 2024-05-21
- 福建机械焊管机组直销价格 2024-05-21
- 江苏自动化焊管机组售后保障 2024-05-21
- 江苏正规焊管机组市场 2024-05-20
- 辽宁自动化焊管机组保养 2024-05-20
- 黑龙江直销焊管机组检查 2024-05-20

- 上海品质焊管机组诚信为本 2024-05-20
- 安徽自动化焊管机组厂家供应 2024-05-20
- 江苏性能优良焊管机组出厂价格 2024-05-20
- 吉林正规焊管机组厂家供应 2024-05-20
- 江西好的焊管机组出厂价格 2024-05-20
- 河北正规焊管机组销售厂家 2024-05-20






- 常州采购焊管设备服务 05-24
- 浙江高频焊管设备 05-24
- 河南焊管设备高质量选择 05-24
- 湖北焊管设备厂家 05-24
- 昆山提供焊管设备采购 05-24
- 常州咨询焊管设备好吗 05-24
- 精密直缝焊管设备型号如何选择 05-24
- 新疆焊管设备哪个厂的好 05-24
- 浙江出售高频焊管设备 05-24
- 湖北焊管设备生产厂家 05-24