
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
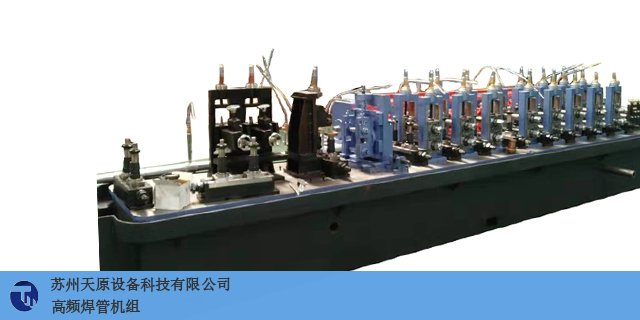
焊管定径工艺的特点焊管定径工艺具有空腹轧制、微张力轧制、主动轧制与被动轧制、比较大轧制力与比较大线速度不在同一点、小孔型接纳大管子和微量减径轧制等6个特点。(1)微量减径轧制。无论是圆到圆的定径轧制,还是圆变异、异到异的整形轧制,一般减径率都很小。外径为φ15~200mm范围的焊管,通常总减径量只占成品管外径D的,道次减径率及平均道次减径率参见下表。这一特点对定径轧辊孔型设计,定径余量设置和实际操作都有指导意义,为制定定径工艺参数提供了依据。双击图片放大(2)空腹轧制。焊管定径属于空腹冷轧范畴,是运用定径辊对空腹焊管进行轧制,只需要施加较小的轧制力就能实现焊管外形与尺寸变化,其间焊管周向变短、断面增厚、纵向变长。这一特点要求,定径孔型施加的轧制力不能大,否则极易导致焊管横断面尺寸骤然减小,外形发生畸变,无法实现工艺目标。(3)微张力轧制。焊管轧制全过程离不开纵向张力,定径段的纵向张力与成型段和焊接段关系密切。在焊管规格品种确定之后,影响定径张力的主要因素是定径平辊孔型的线速度和轧制力。由焊管定径工艺微量减径特点和空腹轧制特点决定,定径辊施加到焊管上的轧制力不可能大。江苏这些企业有焊管机组的使用需求。陕西制造焊管机组厂家报价
焊管机组
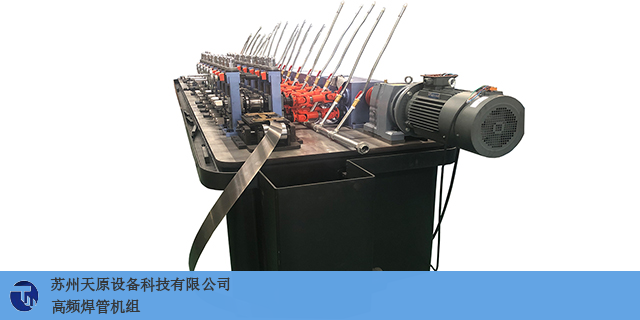
焊管机组平辊跑偏原因:孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。上海焊管机组售后保障焊管机组售后注意事项。

焊管机组的操作人员必须具备一定的专业知识和技能。因为焊管机组的操作涉及到高温、高压和强电等危险因素,操作人员必须严格按照操作规程进行操作,防止事故的发生。在进行焊接作业时,必须戴上防护眼镜、手套和红外线防护面具等个人防护装备,确保自身安全。操作人员还需要熟悉焊管机组的工作原理和操作步骤,熟练掌握焊接技术,以确保焊接质量和工作效率。在操作过程中,要时刻关注设备的运行状态,及时发现并处理异常情况,避免事故的发生。
苏州天原设备技术有限公司是集科研、设计,设备制造和技术服务为一体的企业,多年来在国内多位钢管界教授指导下,追踪国外同类设备工艺与先进技术,系统地分析国内引进设备的实践,在博采众长的基础上,勇于创新。公司主要产品从16-219的高频直缝焊管机组,注重技术创新和发展根据市场需求调整机组设计,进的工艺、检测手段的严谨的工作作风,保障了设备的质量。目前,本公司产品除了供应国内市场还出口到东南亚,南亚,中东,非洲,南美洲,东欧等地区,得到用户一致好评,公司有完整的售后服务体系,会派专人指导客户机组安装调试并培训操作人员直到机器正常运转生产。机组有一年的质保期,对于客户的要求我们会及时回复24小时之内提出解决方案。焊管机组的零件组成有这些!
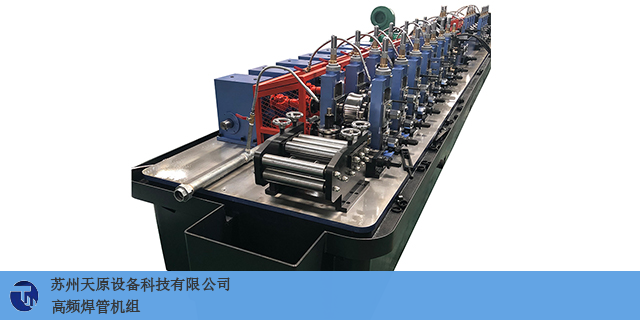
产品名称:Φ32高频直缝焊管生产线详细介绍:1、焊管产品主要规格:(1)成品钢管直径:φ12.7-φ38.1mm(2)成品钢管壁厚:0.6mm-1.8mm(3)成品钢管长度:4-8mm(4)定尺精度:3mm2、原材料条件:(1)带钢为低碳钢、低合金结构纵剪带钢卷(2)带钢宽度:39mm-120mm、(3)带钢厚度:0.6mm-1.8mm(4)带钢卷内径:470mm-510mm(5)带钢卷外径:φmax=2000mm(6)带钢重量:1000kg3、成型焊接速度:max100m/min4、成型设备:开卷机手动剪切机笼式活套(带夹送装置)或卧式螺旋活套焊管机飞锯机辊道台架料框高频设备拖动系统轧辊高频焊管机又被称为:高频焊管机组,高频焊管设备,焊管机,焊管机组,焊管设备,高频制管机,高频制管机组,高频制管设备,制管机,制管机组,制管设备高频焊管机组的调整及生产故障分析。江西正规焊管机组售后保障
焊管机组常见的问题及原因分析。陕西制造焊管机组厂家报价
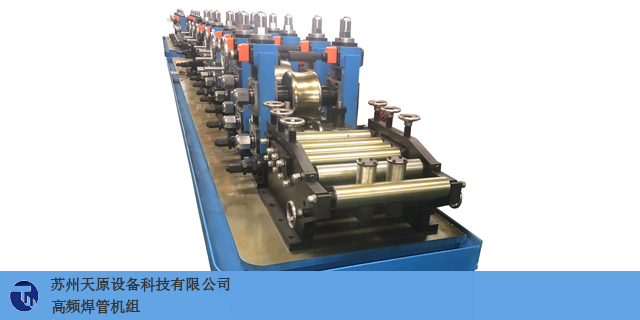
苏州天原设备科技有限公司位于江苏省苏州市吴江区汾湖经济开发区,位于长三角经济带交通十分便利,是专业从事高频焊管机组设备生产线、冷弯型钢机组设备生产线、纵剪机组设备生产线的公司,能够提供高频焊管机组设备成套设计、制造、安装、调试、人员培训等一条龙的服务。我公司管理体系完善,技术力量雄厚,具有先进工艺水平专注技术发展不断完善机组设计。主要供应16~219高频焊管机组,并且根据市场需求研发了高速机组和小管径大壁厚的特殊机组,经过数十年的发展公司市场已经覆盖到东南亚,南亚,中东,非洲,南美洲,东欧等数十个国家和地区,收获了大量的好评在行业内有良好的口碑。工艺流程:开卷-储料-成型-高频焊接-定径-切断-下料打包。陕西制造焊管机组厂家报价

高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊...
- 湖南性能优良焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组保养 2024-05-21
- 湖北正规焊管机组产品介绍 2024-05-21
- 吉林制造焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组性能 2024-05-21
- 福建机械焊管机组直销价格 2024-05-21
- 江苏自动化焊管机组售后保障 2024-05-21
- 江苏正规焊管机组市场 2024-05-20
- 辽宁自动化焊管机组保养 2024-05-20
- 黑龙江直销焊管机组检查 2024-05-20

- 上海品质焊管机组诚信为本 2024-05-20
- 安徽自动化焊管机组厂家供应 2024-05-20
- 江苏性能优良焊管机组出厂价格 2024-05-20
- 吉林正规焊管机组厂家供应 2024-05-20
- 江西好的焊管机组出厂价格 2024-05-20
- 河北正规焊管机组销售厂家 2024-05-20






- 河南焊管设备高质量选择 05-24
- 湖北焊管设备厂家 05-24
- 昆山提供焊管设备采购 05-24
- 常州咨询焊管设备好吗 05-24
- 精密直缝焊管设备型号如何选择 05-24
- 新疆焊管设备哪个厂的好 05-24
- 浙江出售高频焊管设备 05-24
- 湖北焊管设备生产厂家 05-24
- 山西自动化不锈钢焊管机是什么 05-24
- 焊管设备 05-24