
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
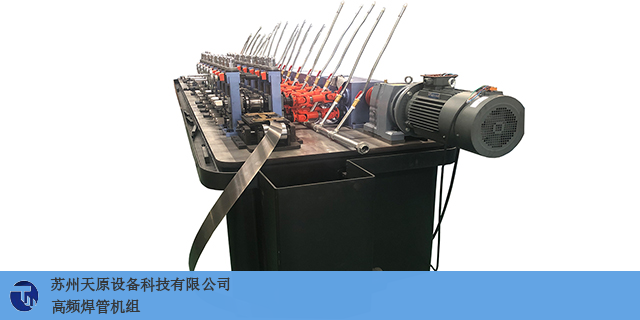
高频焊管是由带钢卷制成的螺旋式高频焊管,一般在高温下挤压成型,采用自动双线正反面电弧焊工艺焊和而成,高频焊管将带钢送入焊管机组,带钢由好几个轧辊冷轧并慢慢翻卷,产生一个张口空隙的圆精轧管,调节挤压成型轧辊的减薄量开展电焊焊和。如果高频焊管的挤压压力很小,晶体总数会很少,焊缝金属材料的抗压强度会降低,导致压缩后产生裂纹,如果挤压压力过高,熔化金属材料会被挤压到焊缝中,不但会降低焊缝的抗压强度,还会引起大量的内外振纹,导致焊缝重复等缺点。在整个成形过程中,厚钢板匀称,残余应力小,表面不刮伤,高频焊管经生产加工后,在直径和壁厚规格型号范畴上具备很大的协调能力,尤其生产制造高质量厚壁管,特别是在中小型直径厚壁管时,具备别的工艺无可比拟的优点,能够满足客户对高频焊管规格型号的大量需求。焊管机组常见的机械损伤。湖北自动化焊管机组机械结构
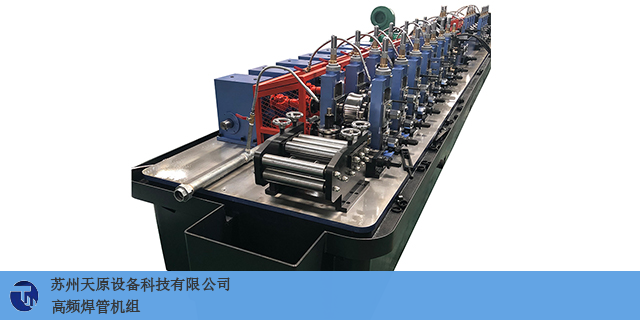
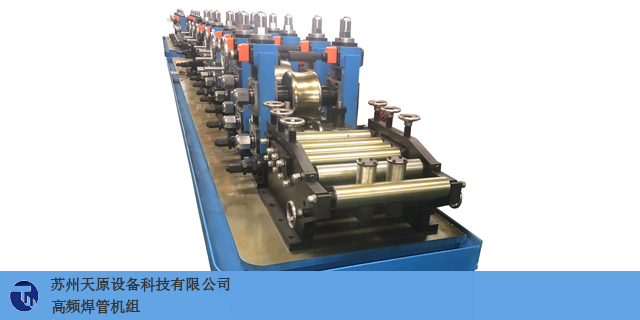
焊管机组
焊管定径工艺的特点焊管定径工艺具有空腹轧制、微张力轧制、主动轧制与被动轧制、比较大轧制力与比较大线速度不在同一点、小孔型接纳大管子和微量减径轧制等6个特点。(1)微量减径轧制。无论是圆到圆的定径轧制,还是圆变异、异到异的整形轧制,一般减径率都很小。外径为φ15~200mm范围的焊管,通常总减径量只占成品管外径D的,道次减径率及平均道次减径率参见下表。这一特点对定径轧辊孔型设计,定径余量设置和实际操作都有指导意义,为制定定径工艺参数提供了依据。双击图片放大(2)空腹轧制。焊管定径属于空腹冷轧范畴,是运用定径辊对空腹焊管进行轧制,只需要施加较小的轧制力就能实现焊管外形与尺寸变化,其间焊管周向变短、断面增厚、纵向变长。这一特点要求,定径孔型施加的轧制力不能大,否则极易导致焊管横断面尺寸骤然减小,外形发生畸变,无法实现工艺目标。(3)微张力轧制。焊管轧制全过程离不开纵向张力,定径段的纵向张力与成型段和焊接段关系密切。在焊管规格品种确定之后,影响定径张力的主要因素是定径平辊孔型的线速度和轧制力。由焊管定径工艺微量减径特点和空腹轧制特点决定,定径辊施加到焊管上的轧制力不可能大。黑龙江先进焊管机组价格合理你知道江苏哪里有焊管机组厂家吗?

直缝高频焊管具有工艺简单,连续生产的特点,应用于民用建筑、石化,轻工等部门,多用于输送低压流体或做成工程构件及轻工产品,高频焊管的知识要点有哪些呢,下面给大家介绍一下。开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊和质量有很大影响,当减小开口角时,边缘之间的距离也减小,从而邻近效应增强,在其他条件相同的情况下,可以增加边缘的加热温度,从而增加焊和速度,开口角如果过小时,从汇合点到挤压辊中间线的距离会变长,从而导致边缘不是在高温度下受到挤压,这将降低焊和质量并增加功耗。实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化,当导向辊不能纵向调节时,可以通过使用导向环的厚度或压下封闭孔型来调整开口角的大小。感应器的放置位置对焊和质量有很大影响,当远离挤压辊中间线时,加热时间长,热影响区宽,降低了焊和强度。相反,边缘加热不足也会降低焊和强度,感应器应与管同心放置,其前端与挤压辊中间线之间的距离约等于或小于管道直径。阻抗器(磁棒)的放置位置不但对焊和速度有很大影响,而且对质量也有很大影响,实践证明阻抗器前端位置正好在挤压辊中间线处时。
高频焊管机组应用:高频直缝焊管的改造、进步速度很快,从*初的辊式成型进行改进变成后期的排辊成型,一直到如今的柔性成型、直缘成型以及等刚性机架的揉入先进的科学技术模型,现如今所使用的成型已经日益趋于完善,可以说在某种程度上初步实现了智能化成型。而焊管技术流程中的焊接和热处理电源的技术,也从一开始的电子管式变成如今的全固态式,在原有的基础上很大程度地增加了燃料燃烧的功率。而且还引入了数字化、智能化等自动控制的操作理念。而且研究人员致力于对高频焊接过程所具有的问题进行研究,并提出切实可靠的解决方案,对存在的问题进行改善,研发出以焊区加强为hexin的焊接工艺与质量控制手段,使得焊缝性能已经很接近母材,经过完善一贯制的管理模式,将高频焊管的质量控制向上延伸到上游的原料设计与生产工艺。提高产品性能与品质水平,此技术海底管道和高钢级油井管等关键关节上获得范围广使用。焊管机组有统一的学名或者叫法吗?

除了趋肤效应,邻近效应是电流的另一个特征,当大小相等,方向相反的交流电通过两个相邻的导体时,电流会流过两个导体相邻的内侧表面层,而当两导体通过大小相等,方向相同的交流电时,电流会流过两个导体的外侧表面层,电流的邻近效应使得导体中的电流进一步不均匀,正是这种不均匀成就了高频焊管。邻近效应强弱与以下三个因素有关:1.距离两个导体之间的相邻距离越近,邻近效应越强,特别是当两个导体之间的距离接近或趋于零时,导体中的电流几乎都汇聚到相邻层,使相邻表面上的电流急剧增加,导致相邻表面发热,例如汇聚到挤压点位置,对于高频焊管工艺的制定具有重要意义,越靠近开口的V角顶点,带钢两边缘的距离越近,因此邻近效应越强,带钢边缘温度越高,直到接近金属的熔点,并在随后挤压辊的挤压力作用下实现焊合,因此,邻近效应要求焊管工艺需要注意V形开口的尺寸,这与焊合热量、速度和质量有关。2.比值,邻近效应强弱与导体尺寸厚度的一半和电流浸透度之比关系密切,比值越大,邻近效应越强,相反,比值越小,邻近效应越弱,可参见公式:比值=导体厚度/2浸透度。3.频率,电流频率越高,基于趋肤效应基础上的邻近效应越强。什么,焊管机组还有这些分类!福建销售焊管机组厂家供应
你还不知道焊管机组使用要注意这些!湖北自动化焊管机组机械结构
焊管机组是焊管生产线的long头设备,机组的正常运行对于提高生产效率增长经济效益,保障产品质量等,都起到了至关重要的作用。所以焊管机组的调整,以及故障的准确判断和及时处理就显得尤为重要。下面我们着重从以上两个方面加以探讨。我们这里所说的调整是指孔型安装时的调试工作,只要管坯能够在机组里正常平稳地运行,生产出合格的产品来,就可以说完成了调整任务.在以后的生产中,所进行的一系列调整应该归纳到故障处理中。就焊管机组调整而育应分为几个步骤进行。湖北自动化焊管机组机械结构

高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊...
- 湖南性能优良焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组保养 2024-05-21
- 湖北正规焊管机组产品介绍 2024-05-21
- 吉林制造焊管机组厂家价格 2024-05-21
- 湖北好的焊管机组性能 2024-05-21
- 福建机械焊管机组直销价格 2024-05-21
- 江苏自动化焊管机组售后保障 2024-05-21
- 江苏正规焊管机组市场 2024-05-20
- 辽宁自动化焊管机组保养 2024-05-20
- 黑龙江直销焊管机组检查 2024-05-20

- 上海品质焊管机组诚信为本 2024-05-20
- 安徽自动化焊管机组厂家供应 2024-05-20
- 江苏性能优良焊管机组出厂价格 2024-05-20
- 吉林正规焊管机组厂家供应 2024-05-20
- 江西好的焊管机组出厂价格 2024-05-20
- 河北正规焊管机组销售厂家 2024-05-20




- 河南自动不锈钢焊管机价格 06-02
- 陕西工程不锈钢焊管机推荐厂家 06-02
- 自动化不锈钢焊管机厂家直销 06-02
- 工程不锈钢焊管机出厂价 06-02
- 陕西制管设备出厂价 06-01
- 贵州直缝制管设备 06-01
- 湖北工程不锈钢焊管机厂家直销 06-01
- 江苏工业不锈钢焊管机厂家价格 06-01
- 重庆直销不锈钢焊管机出厂价格 06-01
- 浙江工业不锈钢焊管机联系人 06-01