- 品牌
- 方鼎
- 型号
- 齐全
- 产地
- 江苏南通
- 厂家
- 南通方鼎精密铸造有限公司
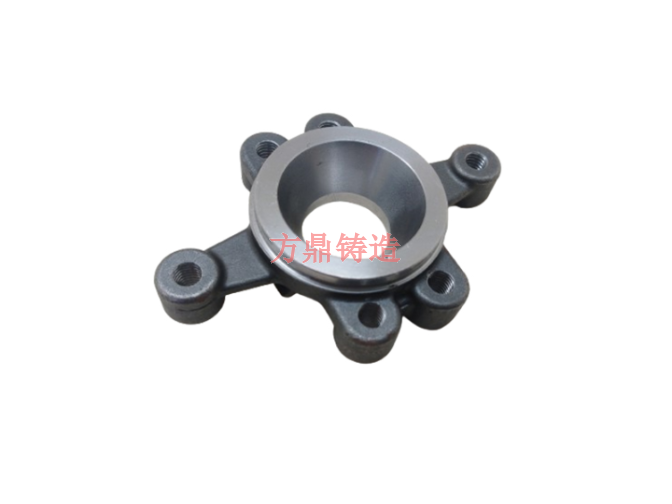
南通方鼎精密铸造有限公司20年来为很多行业的客户生产铸钢件,精密铸钢是指使用非金属铸模,制品尺寸于高于普通砂模铸钢件之铸造法的总称,包括脱蜡法或,石膏模法和陶瓷模法三大类。铸钢件的界限长度为700mm,易作之长度在200mm以下。铸钢件的重量分为约在100公斤以内,一般常为10公斤以下。铸钢件之尺寸公差20mm±0.13mm,100mm±0.30mm,200mm±0.43mm,而小件之尺寸精度不易达到±0.10mm以内。角度公差为±0.5~±2.0度,铸钢件较小厚度0.5~1.5mm.铸钢件表面粗度约Rmax4S~12S。铸钢件材质几无任何限制,如铝合金、镁合金、钛合金、铜合金,各种钢材、钴基和镍基耐热合金,硬材料。制作形状复杂之工件,尺寸精度良好,切削加工少。节省材料浪费,并可大量生产。脱蜡铸钢件广用于喷射引擎、燃气涡轮、蒸汽涡轮、飞机零件、内燃机、车辆、食品机械、印刷机械、制纸机械、压缩机、阀件、帮浦、计测仪、缝纫机、事务机器及其它机器零件。南通方鼎精密铸造有限公司致力于提供铸钢,欢迎您的来电!铸钢铸钢
南通方鼎精密铸造有限公司20年来为很多行业的客户生产铸钢件,可以按照图纸来选择工艺和设计,铸钢件加工的生产工艺要求:1、采用整体实样,选择合适的木模结构,采用三维建模技术,获取模具关键尺寸,确定模具尺寸的正确性,从而确定铸件尺寸的精度。2、确定合理的铸件浇注位置,采用阶梯式浇注系统以及保温冒口,实现铸件的顺序凝固,确定铸件内部组织致密,无输送缺陷。3、在生产的过程中需要严格按照工艺操作流程进行,确定满足用户的使用要求。热处理时容易造成内外温差大,因此再进行热处理时需要注意升温和降温的速度,减少铸钢件的温差,从而减小应力。2、装炉时,轴件应该放在适当高度的垫铁上,垫铁的放置应保护炉气有良好的循环并避免铸件变形。对于重要的大铸件应绘制装炉草图,写明技术要求,注明外接热电偶时要画出其位置示意图。江西卡车铸钢厂家南通方鼎精密铸造有限公司铸钢值得用户放心。

南通方鼎精密铸造有限公司成立于2005年,,坐落在通州湾开发区中南高科产业园9栋,面积为5000平方米,员工300余人。,专业技术力量雄厚的私营铸造厂,是唐山高铁配件和南京地铁七号线的铸钢件资质供应商,供应过南京长江大桥泄水工程项目铸钢件,曾被江苏经济报篇幅报道过。,电力总功率1000KVA,员工58名。公司有健全的质量管理体系。铸造生产、技术及检测手段齐全,具有较强的产品质量保证能力。同时企业也在不断地引进世界上先进的工艺技术,引进大量专业的技术人才,扩充先进的技改装备和生产设备,企业的技术力量正日趋雄厚,经济实力也在不断地发展壮大。
我国合金钢牌号按碳含量,合金元素种类和含量,质量级别和用途来编排.牌号首部用数字表明碳含量,为区别用途,低合金钢,合金结构钢用两位数表示平均含碳量的万分比;高合金钢,不锈耐酸钢,耐热钢用一位数表示平均含碳量的千分比,当平均含碳量小于千分之一时用“0”表示.含碳量小于万分之三时用“00”表示,牌号的第二部分用元素符号表明钢中主要合金元素,含量由其后数字标明,当平均含量小于1.5%时不标数字;平均含量为1.5%~2.49%时,标数字2;平均含量为2.5%~3.49%时,标数字3;…….合金钢在牌号尾部加A,专门用途的低合金钢、合金结构钢在牌号尾部加用途的符号.例如,16MnR,表明该合金钢平均含碳量0.16%,平均含锰量小于1.5%,是压力容器钢;09MnNiDR,表明该合金钢平均含碳量0.09%,锰、镍平均含量均小于1..5%,是低温压力容器钢;0Cr18Ni9Ti,表明该合金钢属高合金钢,含碳量小于0.1%,含铬量为17.5%~18.49%,含镍量为8.5%~9.49%,含钛量小于1.5%.南通方鼎精密铸造有限公司生产的低合金铸钢牌号共包含10种,按GB/T5613的规定分为:ZGD270-480;ZGD290-510;ZGD345-570;ZGD410-620;ZGD535-720;ZGD650-830;ZGD730-910;ZGD840-1030;ZGD1030-1240;ZGD1240-1450。铸钢,就选南通方鼎精密铸造有限公司,用户的信赖之选,欢迎新老客户来电!

南通方鼎精密铸造有限公司20年不锈钢铸造生产经验,不锈钢铸件铸造是生产加工中非常重要的铸造工艺,如果生产过程中不注意加工细节,很容易对产品质量造成影响,所以不锈钢铸造工艺在操作的时候应该掌握的细节,以产品质量。1、为便于取出铸件和抽出型,不锈钢铸造铸件的铸造斜度应比砂型铸造件的适当大一些,一般应大30%-50%,在铸件收缩时趋向于压紧在金属型上的铸件表面应给予较大的斜度。2、由于金属型散热快,因此不锈钢铸造的较小壁厚应比砂型铸造铸件的要大一些,各种铸造合金、不同大小的铸造较小壁厚。3、为防止不锈钢铸造时产生白口,除从工艺上采取措施外,使其壁厚不能过薄,对于铝合金、镁合金金属型铸造铸件的铸造圆角不应小于3-4m。4、不锈钢铸造铸件内壁和内肋的厚度一般应取相连外壁厚度的0.6-0.7,否则由于内壁(肋)冷得慢,在铸件收缩时易在内外壁交接处产生裂纹。现在的不锈钢铸造方法有很多,可以根据不同的加工要求选择合适的铸造方法,但是不论采取哪种加工方式,都应该把铸造工艺中的细节了解清楚并掌握,这样才能大程度上不锈钢铸造质量。南通方鼎精密铸造有限公司致力于提供铸钢,竭诚为您服务。铸钢铸钢
南通方鼎精密铸造有限公司致力于提供铸钢,期待您的光临!铸钢铸钢
南通方鼎精密铸造有限公司20年来为很多行业的客户生产铸钢件,可以按照图纸来选择工艺和设计。一般情况下,铸钢件尺寸精度是受铸件结构、铸件材质、制模、制壳、焙烧、浇注等多方因素影响的,其中任何一个环节设置、操作不合理都会使铸件的收缩率产生变化,导致铸件尺寸精度与要求有偏差。以下是可造成铸钢件的尺寸精度缺陷的因素:1、制模对铸件线收缩率的影响:射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度较明显,其次为射蜡压力,保压时间在熔模成型后对熔模尺寸的影响很小。蜡(模)料的线收缩率约为0.9-1.1%。熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。蜡模径向收缩率为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响(较佳射蜡温度为57-59℃,温度越高收缩越大),南通方鼎精密铸造有限公司20年来为很多行业的客户生产铸钢件,可以按照图纸来选择工艺和设计。公司有全自动六工位,双工位射蜡机器。覆膜砂工艺,自动制壳生产线,滚动炉焙烧生产线。铸钢铸钢
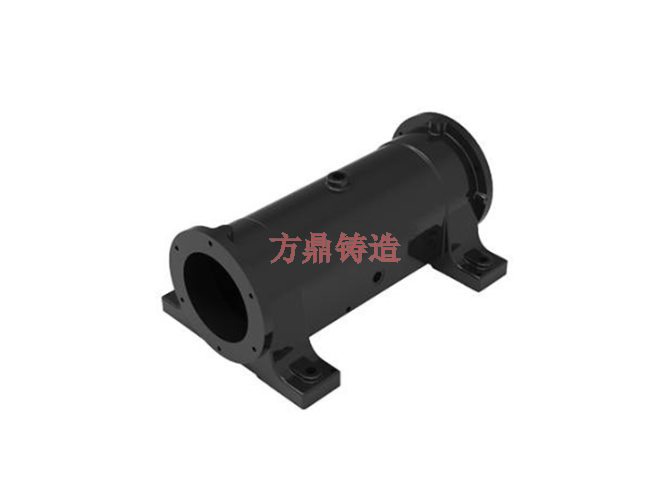
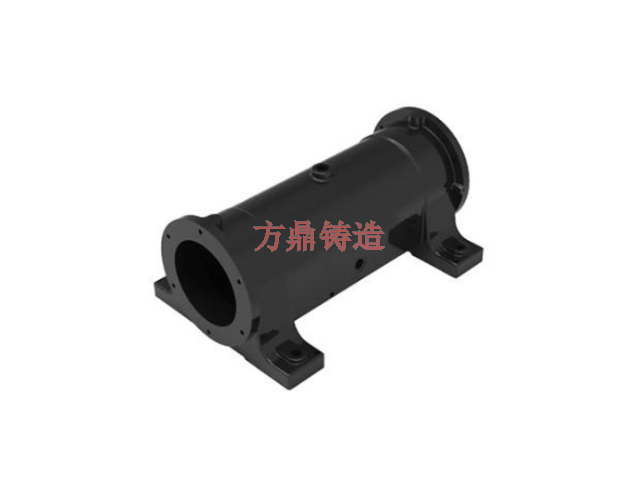
南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,一般工程与结构用铸造碳钢和度铸钢,铸造中、低合金钢,铸造不锈钢及耐热钢,铸造抗磨钢,铸造特殊用钢及专业用钢一般的,低碳钢ZG15的熔点较高、铸造性能差,用于制造电机零件或渗碳零件;中碳钢ZG25~ZG45,具有高于各类铸铁的综合性能,即强度高、有优良的塑性和韧性,因此适于制造形状复杂、强度和韧性要求高的零件,如火车车轮、锻锤机架和砧座、轧辊和高压阀门等,是碳素铸钢中应用多的一类;高碳钢ZG55的熔点低,其铸造性能较中碳钢的好,但其塑性和韧性较差,用于制造少数的耐磨件。南通方鼎精密铸造有限公司为您提供铸钢...
- 卡车铸钢来图 2024-09-17
- 水玻璃铸钢供应商 2024-09-16
- 四川轨道交通铸钢厂家推荐 2024-09-14
- 青海工程机械配件铸钢厂家推荐 2024-09-14
- 河北阀体铸钢铸钢 2024-09-14
- 重庆农机铸钢公司排名 2024-09-13
- 安徽五金配件铸钢供应商 2024-09-13
- 北京汽车铸钢厂家推荐 2024-09-13
- 青海石蜡铸钢厂 2024-09-12
- 湖北失蜡铸钢多年行业经验 2024-09-12







- 新疆精密铸件厂家 10-15
- 新疆硅溶胶铸件多年行业经验 10-05
- 上海卡车铸件源头厂家 10-03
- 新疆机械铸件联系方式 09-30
- 浙江农机铸件铸钢 09-28
- 重庆水玻璃铸件厂家 09-27
- 青海精密铸件厂 09-26
- 湖北工程机械配件铸件来图 09-24
- 青海机械铸件流水线 09-24
- 内蒙古硅溶胶铸件流水线 09-23