天然气管道自动激光焊接机是一种高科技设备,在焊接过程中,激光功率密度通过调整激光的输出功率和脉冲宽度,使得激光束能够穿透待焊接的天然气管道材料,并在材料表面发生汽化而形成小孔。孔的大小和形状由激光功率密度、脉冲宽度、脉冲频率等参数决定。在孔内和孔的周围熔化而形成液态金属,孔外的金属在重力、电弧力、金属蒸汽力、匙孔前环流力和操作力的作用下,挤出孔外从而形成焊缝美观、无损检测合格率高、力学性能好。由于双层一次焊接成型,减少了层间的预热工序,效率更高,还可以满足不同规格钢管的焊接需要,保证了焊接工艺参数的准确性,并实现了焊接过程智能监控,减少了未熔合等缺陷的发生机率。自动激光焊接机具有以下优点:1.焊接速度快:激光功率密度高,能够快速完成焊接过程,提高生产效率。2.焊接质量高:激光焊接能够实现精确的焊接,减少焊接缺陷,提高焊接质量。3.自动化程度高:自动激光焊接机可以实现自动送料、自动焊接、自动出料等自动化过程,减少人工干预,降低生产成本。4.适应性强:自动激光焊接机可以适应不同的材料和焊接工艺,广泛应用于各种管道的焊接。激光焊接能焊接多厚管材?苏州大功率激光焊接批发商
手持激光焊接机作为激光焊接设备中的一种类型,它在设计上以及应用方面与1500W和2000W等功率的手持激光焊接机还是有比较大区别的。3000W功率的手持激光焊接机它是适用于比较厚的金属材料的焊接。以不锈钢材料为例,1500W和2000W功率的手持激光焊接机能够焊接的材料厚度分别是3mm和5mm。3000W手持激光焊接机可焊接的金属材料厚度在7mm。3000W大功率手持激光焊接机可以应用于很多领域,比如汽车制造、航天航空、电子、家电等。它可以用于焊接各种金属材料,如:钢、铝、铜等。此外,它还可以用于焊接薄壁材料和精密零件,如不锈钢板、铁板、镀锌板、铝板等。但3000W大功率手持激光焊接机的主机部分采用的是分体式设计,这是它们之间一个非常大的区别。由于3000w手持激光焊接机所使用的水冷系统要远比1500W和2000W的大很多,因此需要采用全新设计。关于3000W大功率手持激光焊接机的价格要比1500w和2000w的会贵一些。我们以这样的标准配置来看价格的话,激光器选择创鑫MAX激光器、水冷系统采用汉立或者特域的水箱、三合一chaoqiang伟业的焊枪,单送丝自动送丝机。这样的一套3000W大功率手持激光焊接机的价格基本上在6-6.5万左右。对于那些远低于这个价格的,请慎重选择!上海2000w激光焊接多少钱2000w激光焊机能煌多厚?

锡球激光焊接机在硬盘磁头的应用随着硬盘驱动器技术的发展,微硬盘被广泛应用于便携式计算机及其他数码产品中。微硬盘对磁头定位精度的要求比大硬盘要高很多,同时其飞行高度,飞行稳定性及焊点稳定性决定硬盘的存储容量和稳定性,是硬盘质量的关键所在。原有的磁头读写输出端所采用的金球焊接已经不能满足体积更小、精度更高等要求。而激光锡球焊接技术属于非接触焊接,在这方面的应用价值得到体现。激光锡球焊接机工作原理:锡球激光焊接原理是将锡球颗粒通过送球机构送到喷嘴处,然后激光照射,熔化锡球,通过氮气将液态的锡喷射在产品表面。其工艺流程图见图。
精确生产力设备-激光连续焊接机,你了解吗激光焊接利用高能量激光脉冲在小区域内局部加热材料。激光的能量通过热量传播到材料内部,使材料熔化形成特定的熔池。有些人使用激光连续焊接机时会问“什么是激光连续焊接机?哪些产品可以使用激光焊接机?激光焊接机的应用行业有哪些问题?”什么是激光连续焊接机?激光连续焊接机是一种精确、新型的焊接方式,一般是由“焊接主机”和“焊接工作台”配套组成,将激光束耦合至光纤,经过远距离的传输后,经过处理为平行的光纤聚焦于工件实施连续焊接效果更牢固,焊缝更细腻美观。主要用于焊接薄壁材料精密零件,可实现点焊、对接焊、叠焊、密封焊等。根据不同的行业不同的需求,该设备可根据生产现场匹配外形和工作台以及实现自动化作业,完全能,满足不同行业用户的需求。激光焊接以其高精度、高效率的特点,在航空航天、汽车制造等行业中得到了广泛应用。

如何选择合适的全自动光纤激光焊接机呢?1、功率:激光焊接机的功率决定了焊接的深度。功率越大,焊接深度越深,但价格也相应更高。2、工件适应性:不是所有的材料和工件都适合激光焊接。适合激光焊接的工件是一致性好的薄板工件,厚度一般小于3mm,且焊缝宽度不超过板厚的10%。对于焊缝较大或厚度超过5mm的工件,激光焊接可能不是好的选择。3、设备部件:了解激光焊接机的主要部件,如控制面板、激光束源、工作台、龙门系统和激光头等,可以帮助您更好地评估设备的性能和功能。4、冷却系统:激光焊接机的冷却系统对其稳定性和寿命至关重要。特别是当焊接功率增大时,冷却系统的要求也会更高。5、价格:在满足所有技术要求的前提下,还需要考虑价格是否合理。品牌和型号的设备价格差异较大,需要在预算范围内选择合适的设备。6、品牌和售后服务:选择品牌的设备可以确保质量和售后服务。在购买前,建议了解品牌的市场声誉和客户评价。7、效率和灵活性:高效的焊接能力以及灵活的焊接参数设置对于提升生产效率至关重要。8.焊缝质量:与传统的电弧焊接工艺相比,激光束接缝具有许多优点,选择性的能量应用、接合缝窄、表面平滑等。激光焊接机厂家直销。天津智能激光焊接专业厂家
手持激光焊接机1500瓦价位?苏州大功率激光焊接批发商
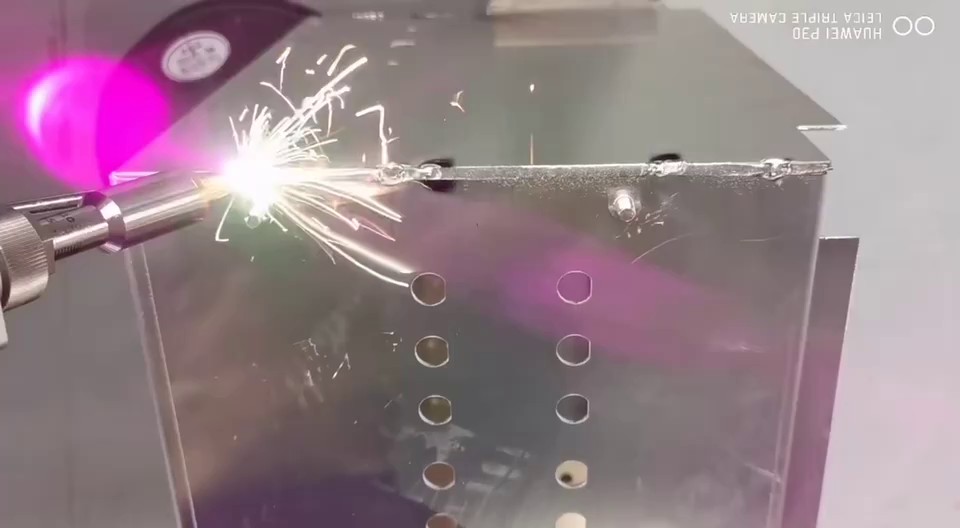
1、裂纹激光连续焊接中产生的裂纹主要是热裂纹,如结晶裂纹、液化裂纹等,产生的原因主要是焊缝在完全凝固之前产生的收缩力而造成的,填丝、预热等措施可以减少或消除裂纹。2、气孔气孔是激光焊接中比较容易产生的缺陷。激光焊的熔池深而窄,冷却速度又很快,液态熔池中产生的气体没有足够的时间逸出,容易导致气孔的形成。但激光焊冷却快,产生的气孔一般小于传统熔焊。焊接前清理工件表面可减轻气孔倾向,吹气的方向也会影响气孔产生。3、飞溅激光焊产生的飞溅严重影响焊缝表面质量,且会污染损坏镜片。飞溅与功率密度有着直接关系,适当降低焊接能量可减少飞溅。如果熔深不足,可降低焊接速度。4、咬边如果焊接速度过快,小孔后部指向焊缝中心的液态金属来不及重新分布,在焊缝两侧凝固就会形成咬边。接头装配间隙过大,填缝融化金属减小,也容易产生咬边。激光焊结束时,如果能量下降时间过快,小孔容易塌陷,导致局部咬边,控制效率和速度相匹配可以很好解决咬边的产生。5、下塌如果焊接速度较慢,熔池大而宽,熔化金属量增加,表面张力难以维持较重的液态金属时,焊缝中心会下沉,形成塌陷和凹坑,此时需要适当的降低能量密度来避免熔池下塌。苏州大功率激光焊接批发商