侧铣头在加工过程中实现温度控制是确保加工质量和刀具寿命的关键因素。以下是一些实现温度控制的主要方法和措施:1. 冷却液的使用:选择合适的冷却液,确保其具有良好的冷却和润滑性能。通过喷嘴或喷射系统,将冷却液精确地喷射到刀具和工件的切削区域,降低切削温度。调整冷却液的流量和喷射角度,以适应不同的加工条件...
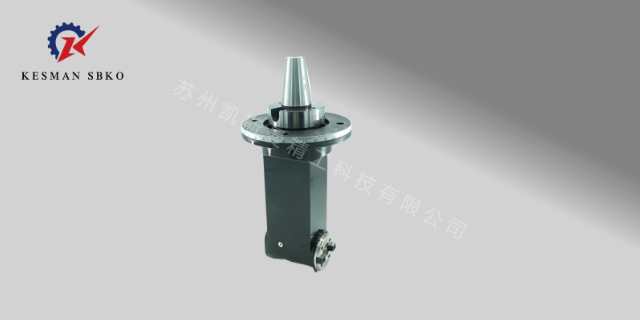
侧铣头基本参数
- 品牌
- 苏州凯斯曼精工科技有限公司
- 型号
- 齐全
- 适用机床
- 车床,加工中心,木工机床,镗床,铣床,钻床,磨床,组合机床
- 结构类型
- 整体式
- 材质
- 合金
- 是否涂层
- 涂层
- 提供加工定制
- 是
- 样品或现货
- 现货
- 是否标准件
- 非标准件
- 是否库存
- 是
- 是否批发
- 批发
- 厂家
- 凯斯曼精工
侧铣头企业商机
侧铣头在加工过程中实现温度控制是确保加工质量和刀具寿命的关键因素。以下是一些实现温度控制的主要方法和措施:1. 冷却液的使用:选择合适的冷却液,确保其具有良好的冷却和润滑性能。通过喷嘴或喷射系统,将冷却液精确地喷射到刀具和工件的切削区域,降低切削温度。调整冷却液的流量和喷射角度,以适应不同的加工条件和材料。2. 切削参数的优化:根据工件材料和加工要求,合理选择切削速度、进给量和切削深度等参数,以减少切削过程中产生的热量。避免过高的切削速度,以减少刀具与工件之间的摩擦热。3. 刀具和夹持装置的设计:选择热稳定性好的刀具材料,以减少刀具在高温下的变形和磨损。优化刀具的几何形状和刃口设计,以减少切削力和切削热。确保夹持装置牢固可靠,以减少因振动和松动导致的热量产生。侧铣头具有高度的灵活性,可适应多种加工场景。重庆自动侧铣头工作原理

侧铣头,也被称为角度头,是一种机床附件,其工作原理主要基于旋转式切削。当侧铣头安装在机床上时,其刀具的旋转中心线可以与机床主轴的旋转中心线形成一个角度,从而实现对工件的加工。侧铣头的基本工作原理如下:首先,侧铣头的刀片部分,一般是弯曲的形状,与切削面呈一定角度。当机床主轴驱动侧铣头旋转时,刀片沿工件表面进行旋转运动。这种旋转运动使得刀片能够有效地对工件进行切削。在切削过程中,刀片的侧面在旋转时同时对工件进行切削。这种切削方式可以有效地减少切削力、切削阻力和切削温度,从而降低加工成本,提高生产效率。侧铣头的切削力和切削参数很大程度上取决于刀片的刃口角和迎角。一般来说,刃口角越大,切削角度越大,切削力就越大,但切削效率也会相应提高。侧铣头加工侧铣头作为现代机械加工的重要设备之一,为工业发展提供了强有力的支持。
侧铣头在加工曲面时具有明显的优势,这些优势主要体现在以下几个方面:首先,侧铣头具备高精度加工的能力。其设计特性和制造工艺确保了它在加工曲面时能够实现微米级甚至更高级别的精度。这使得侧铣头在加工复杂曲面时能够保持极高的加工质量,满足高精度加工的需求。其次,侧铣头具有出色的灵活性。其主轴可以旋转,适应不同角度的斜面或曲面加工。这种灵活性使得侧铣头能够轻松应对各种曲面加工需求,无论是平面、斜面还是复杂曲面,都能实现高效、精确的加工。此外,侧铣头具有高效性。由于其切削性能优异,可以在短时间内完成大量加工任务。这很大程度提高了生产效率,降低了生产成本。同时,侧铣头的宽行加工能力和均匀的加工余量也进一步提升了加工效率。
侧铣头的主要结构组成部分主要包括以下几个部分:刀柄:作为侧铣头的主体部分,它起到连接侧铣头和机床主轴的作用,确保侧铣头能稳定地安装在机床上。刀片:这是侧铣头的关键切削部件,通常由硬质合金制成,具有高硬度、很大强度和高耐磨性。刀片通常是弯曲的形状,与切削面呈一定角度,与工件表面接触时可进行切削。刀座:用于固定刀片,确保刀片在切削过程中保持稳定,防止因振动或冲击导致的刀片脱落或移位。夹紧部分:夹持刀片并使其牢固地固定在刀柄或刀座上,确保切削过程中的稳定性和精度。调整螺钉:用于调整刀片的位置和角度,以满足不同工件和切削要求。通过调整螺钉,可以精确地控制切削深度和切削角度。伺服电机:作为侧铣头的动力来源,通过控制伺服电机的转动和转速,可以控制铣刀的旋转及移动轨迹,从而实现高效的切削加工。侧铣头的安装需遵循严格的规范,以确保安全使用。
侧铣头在加工硬质材料时,为了确保加工效率、精度以及设备的安全性,需要特别注意以下几个方面:刀具选择与准备:选择专门针对硬质材料设计的刀具,这些刀具通常具有更高的硬度和耐磨性。定期检查刀具的磨损情况,一旦刀具出现过度磨损或损坏,应及时更换,避免影响加工质量和效率。切削参数调整:降低切削速度:硬质材料通常需要较低的切削速度,以减少切削力和热量产生。减小切削深度:适当的减小切削深度可以降低切削力,减少刀具的磨损和热量产生。增加进给量:在允许的范围内,适当增加进给量可以提高加工效率,但需要注意不要过大,以免对刀具造成过大的冲击。冷却与润滑:使用合适的冷却液,确保切削过程中刀具和工件得到充分的冷却和润滑,降低切削温度,减少热量对刀具和工件的影响。定期检查冷却系统的工作状态,确保冷却液循环畅通,冷却效果良好。侧铣头具有强大的刚性,保证了加工过程中的稳定性。沧州非标侧铣头应用
侧铣头的加工范围普遍,可满足不同工件的加工需求。重庆自动侧铣头工作原理
侧铣头在切削过程中出现不平稳的情况,需要由多种因素导致。以下是一些常见的原因:刀具磨损:长时间的使用或不当的维护需要导致侧铣头刀具出现磨损,降低其锋利度。磨损的刀具在切削时需要无法保持稳定的切削力,从而导致切削不平稳。切削参数设置不当:切削速度、进给速度、切削深度等切削参数的设置对切削平稳性有着重要影响。如果参数设置不合理,如切削速度过快或过慢,进给量过大或过小,都需要导致切削力不稳定,进而造成切削不平稳。工件或刀具的不平衡:工件或刀具的安装如果不平衡,需要会在切削过程中产生振动,这种振动会直接影响切削的平稳性。机床精度问题:机床本身的精度问题,如主轴的跳动、导轨的精度等,也需要导致侧铣头在切削过程中出现不平稳的情况。重庆自动侧铣头工作原理
与侧铣头相关的文章
重庆自动侧铣头工作原理
- 万向侧铣头价格 2024-10-01
- 无锡侧铣头供应商 2024-10-01
- 北京侧铣头多少钱 2024-09-30
- 无锡cnc侧铣头价格 2024-09-11
- 沧州cnc侧铣头厂家供应 2024-09-11
- 无锡侧铣头价格 2024-09-10
- 重庆双向侧铣头批发厂家 2024-09-08
- 万向侧铣头多少钱 2024-09-08
- 常州侧铣头安装视频 2024-09-07
- 广州手动侧铣头多少钱 2024-09-06
- 合肥手动侧铣头批发 2024-09-06
- 廊坊侧铣头加工 2024-09-05
与侧铣头相关的产品



与侧铣头相关的新闻
-
烟台数控侧铣头多少钱 2024-09-03 04:14:43侧铣头在加工过程中的振动控制是确保加工精度和效率的关键环节。以下是实现振动控制的几种主要方法:优化切削参数:通过合理调整切削速度、进给量和切削深度等参数,可以有效抑制振动。例如,当刀具的径向切深一定时,提高进给速度可以在一定程度上抑制振动。同时,过大的进给速度及径向切深也需要导致刀具无法对工件材料有...
-
上海手动侧铣头定做 2024-09-03 16:14:49评估侧铣头与机床的匹配性是一个关键步骤,它涉及到多个方面以确保高效、稳定的加工操作。以下是一些建议来评估这种匹配性:1. 接口兼容性:检查侧铣头的接口是否与机床的主轴或其他连接部件相匹配。确保连接部件的精度和稳定性,以防止振动或松动。2. 刚性匹配:侧铣头和机床之间的刚性匹配对于加工精度至关重要。评...
-
上海迷你侧铣头批发厂家 2024-09-03 11:14:08侧铣头,也被称为角度头,是一种机床附件,其工作原理主要基于旋转式切削。当侧铣头安装在机床上时,其刀具的旋转中心线可以与机床主轴的旋转中心线形成一个角度,从而实现对工件的加工。侧铣头的基本工作原理如下:首先,侧铣头的刀片部分,一般是弯曲的形状,与切削面呈一定角度。当机床主轴驱动侧铣头旋转时,刀片沿工件...
-
潍坊手动侧铣头厂家 2024-09-02 04:14:07侧铣头具有多种形状和尺寸,用于在工件侧面进行高速、高精度的切削加工。其切削性能具体体现在以下几个方面:高精度加工效果:侧铣头能够实现高精度的加工,对于一些精密度要求较高的工件加工非常适用。高效加工能力:侧铣头具有高效的加工能力,可以在短时间内处理大量工件,从而提高生产效率。切削力大:侧铣头在切削时产...
与侧铣头相关的问题
新闻资讯
产品推荐
-
郑州45度角度头型号
2024-09-30 -

沧州45度角度头促销价
2024-09-30 -
常州微型直角铣头厂家直销
2024-09-30 -

廊坊90度万向铣头多少钱
2024-09-30 -

芜湖小型直角铣头报价
2024-09-30 -

常州国产角度头货源充足
2024-09-30 -

合肥小型直角铣头应用
2024-09-30 -
江苏双向角度头品牌排名
2024-09-11 -
无锡cnc侧铣头价格
2024-09-11