药品全自动颗粒包装机的优势:1.高精度:药品全自动颗粒包装机采用先进的计量技术,能够精确控制每包药品颗粒的剂量,减少包装误差,确保药品的疗效和安全性。这对于制药行业而言尤为重要,尤其是对于剂量要求严格的药品。2.高效性:该设备的自动化操作使其能够在短时间内完成大量药品颗粒的包装工作,大幅提升了生产效率,满足了大规模生产的需求。同时,设备的高速运转也保证了生产的连续性和稳定性。3.节省人力:由于该设备的高度自动化操作,整个包装过程无需过多的人工干预。这不仅降低了劳动成本,还减少了人工操作带来的误差和质量波动。机器可远程升级软件,实现功能拓展。兴化颗粒包装机制造商

颗粒包装机的基本概念和组成,颗粒包装机是一种自动化设备,主要用于将颗粒状的物质进行包装。颗粒包装机的作用和适用领域,颗粒包装机可以普遍应用于食品、化工、医药等行业。具体而言,它能够实现以下作用:1. 提高包装效率:颗粒包装机能够进行自动化包装,省去了手动包装的时间和人力成本,较大程度上提高了包装效率。2. 提高产品质量:颗粒包装机能够精确地进行计量、控制,保证了产品的包装一致性和准确性。3. 降低生产成本:颗粒包装机能够自动完成包装过程,省去了人工包装的费用,降低了生产成本。大型颗粒包装机颗粒包装机适用于多品种、小批量的生产模式。

颗粒包装机适用于包装袋装的豆类、种子、干燥剂、五谷杂粮、宠物饲料、儿童零食。以及自由流动颗粒产品内外袋一次性包装。颗粒包装机的功能:自动完成上料、提升机输送、电子秤计量、制袋、充填、封和、分切,整个过程能在一个工序中连续完成。颗粒包装机的主要作用:1、降低生产成本及管理成本:一条包装线减少4-10个工人;2、提高产品档次:产品从外观及包装质量上达到统一标准;3、提高卫生标准:包装过程与人无直接接触,避免给为人污染。
化工颗粒包装机的优点:1.包装效率高:化工颗粒包装机的自动化包装方式,较大程度上提高了包装效率,减少了劳动力成本,提高了生产效率。2.包装精度高:化工颗粒包装机采用先进的计量系统,精确计量所需物料数量,可以保证包装重量的精度和一致性,提高了包装质量。3.自动化程度高:化工颗粒包装机采用全自动化的生产方式,减少了人工操作过程,提高了生产效率和生产质量。4.适用性广:化工颗粒包装机不仅适用于化学颗粒物料的包装,还可以适用于食品、医药、化妆品等行业。5.操作简便:化工颗粒包装机的操作非常简单,在包装过程中只需要按照要求操作即可,无需专业技能。机器具备自动计数功能,方便统计生产数量。

在此背景下,宏工科技直击电池材料投料工序段效率低、自动化程度低、工作环境差、产能不稳定等问题,在今年推出了全自动吨袋拆包机,设备以投料效率提升300%、物料残余率≤0.03%、全密闭式投料无扬尘、抓袋成功率≥99.99%等优势,成功解决了电池材料投料工序段人工参与程度高的问题,填补了行业空白,进一步赋能锂电制造降本增效,为行业实现“黑灯工厂”的愿景贡献了重要力量。干燥剂小袋颗粒包装机在现代工业生产中发挥着重要的作用,为各种产品提供了高效、可靠的包装解决方案。机器具备自动润滑系统,降低设备磨损。膨化食品颗粒包装机定制
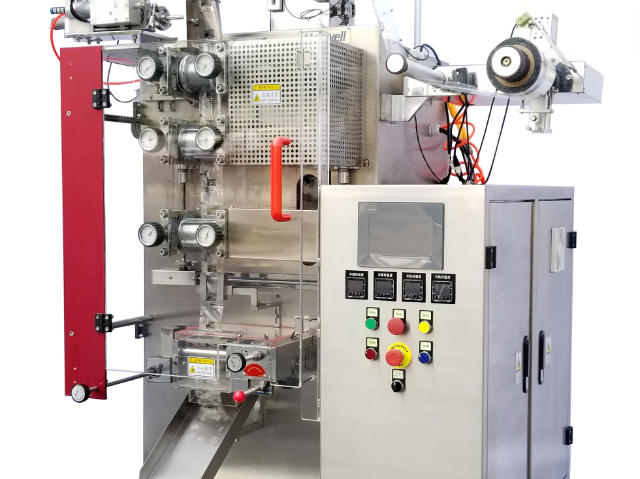
机器可实现多种包装规格,灵活适应市场需求。兴化颗粒包装机制造商
颗粒自动包装机的工作原理,颗粒自动包装机主要用于将颗粒状物料进行定量包装。其基本工作流程包括:1.物料供给:通过供料系统将颗粒物料从储料罐输送到包装机的计量装置。供料系统可以是螺旋输送机、振动给料机或重力流等。2.计量准备:通过计量装置(如电子秤、容积计量器等)准确测量物料的重量或体积。先进的计量装置确保每包物料的重量或体积一致,误差控制在极小范围内。3.灌装操作:计量完成后,物料通过灌装口进入预先准备好的包装袋或容器。灌装口的设计可以根据物料特性和包装要求进行调整。4.封口与输出:灌装完成后,包装袋进行封口处理(如热封、冷封等),然后通过输送带输出到下一个生产环节,如装箱或码垛。兴化颗粒包装机制造商