颗粒自动包装机的用途,颗粒自动包装机普遍应用于食品、医药、化工、农药、种子、饲料等各行业的粉/颗粒状物料的包装和计量。特别是在以下领域中,其应用更为重要:1.食品行业:如膨化食品、小吃零食、糖果、调味料、速溶饮料、咖啡等。颗粒自动包装机能够控制每袋商品的重量和尺寸,保证每袋产品的质量和一致性。2.医药行业:如药品、保健品、中药材等。颗粒自动包装机能够较大限度地保证药品的纯度和药效,提高药品的质量,并增加生产效率。3.化工行业:如肥料、化肥、农药、粉剂状化工品等。颗粒自动包装机能够实现化工产品的精确计量和快速封装,提高产品生产效率。颗粒包装机助力企业实现自动化、智能化生产,提升行业竞争力。江苏兴化食品颗粒包装机供应

颗粒包装机工作原理主要分为称量、填充、封口和标识四个主要步骤。首先,颗粒包装机通过称量系统准确地测量颗粒状产品的重量或数量。然后,通过填充系统将产品按照设定的重量或数量分装到包装袋或罐中。接下来,封口系统会对包装袋或罐进行半封口或全封口的操作,确保产品不会被污染或氧化。然后,通过标识系统将包装袋或罐上的相关信息进行打印,以便消费者了解产品的基本信息。优势不仅在于自动化程度高,还在于其多功能性和灵活性。江苏兴化食品颗粒包装机供应颗粒包装机适用于多品种、小批量的生产模式。

颗粒包装机的工作原理既科学又高效。它首先通过精确的自动计量系统,确保每个包装袋中的颗粒物料重量准确无误。接着,机器会自动制袋,将卷材切割成所需的大小和形状,为后续的包装过程做好准备。然后,颗粒物料通过充填器被自动装入袋子中,这一步骤的速度之快、效率之高,令人叹为观止。完成装填后,颗粒包装机会自动进行封口,确保袋内的物料不会泄露。然后,机器还会自动切割袋子,并将其压缩封口,使其更加牢固。不仅如此,颗粒包装机还具备自动计数功能,能够自动记录包装数量,并进行统计和计算。这一功能不仅提高了生产效率,还为企业的生产管理提供了极大的便利。
颗粒自动包装机的优势:1.提升生产效率:自动化操作明显提高了包装速度,减少了人工干预和等待时间,大幅提升生产效率。2.保证包装精度:高精度的计量和控制系统确保每个包装的物料重量或体积一致,避免因包装不均导致的产品质量问题。3.降低生产成本:通过减少人工成本和物料浪费,颗粒自动包装机帮助企业有效降低生产成本,提高经济效益。4.提高安全性和卫生性:设备设计符合行业卫生和安全标准,减少了人工接触产品的机会,降低了污染和安全隐患。5.增强市场竞争力:高效、精确的包装能力提高了产品的一致性和美观度,增强了企业产品在市场上的竞争力。机器具备数据存储功能,方便查询历史生产数据。

本文将深入探讨颗粒自动包装机的优势及应用,旨在帮助您更好地了解这一领域的较新动态。一、颗粒自动包装机:生产效率的倍增器,与传统的手工或半自动包装方式相比,颗粒自动包装机在生产效率上具有明显优势。它能实现连续、快速的包装作业,较大程度上减少了人工操作的时间和成本。同时,自动化的生产流程减少了人为误差,确保了产品包装的一致性,为客户带来更好的消费体验。二、品质保障:为消费者提供放心产品,颗粒自动包装机采用先进的生产工艺和技术,能够有效保证产品质量和安全性。它具备精确的计量和灌装功能,确保每一袋产品的重量和容量都符合标准。此外,自动包装机还配备了多种质量检测功能,能够在生产过程中及时发现并处理问题,避免了不合格产品的产生。颗粒包装机在化工行业的应用,降低危险品包装风险。江苏咖啡颗粒包装机厂家精选
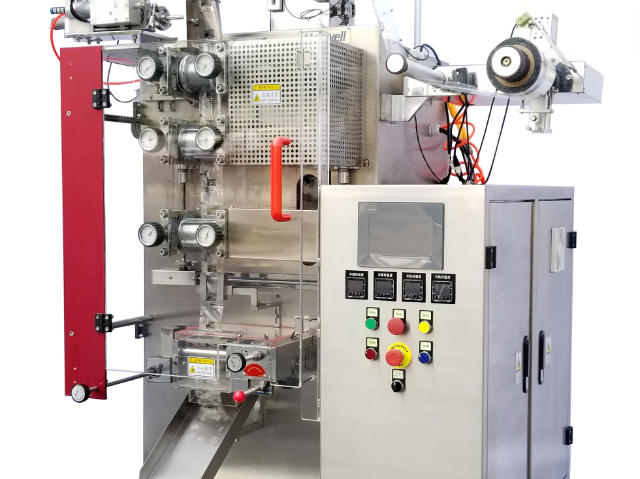
颗粒包装机采用304不锈钢材质,符合食品安全标准。江苏兴化食品颗粒包装机供应
在此背景下,宏工科技直击电池材料投料工序段效率低、自动化程度低、工作环境差、产能不稳定等问题,在今年推出了全自动吨袋拆包机,设备以投料效率提升300%、物料残余率≤0.03%、全密闭式投料无扬尘、抓袋成功率≥99.99%等优势,成功解决了电池材料投料工序段人工参与程度高的问题,填补了行业空白,进一步赋能锂电制造降本增效,为行业实现“黑灯工厂”的愿景贡献了重要力量。干燥剂小袋颗粒包装机在现代工业生产中发挥着重要的作用,为各种产品提供了高效、可靠的包装解决方案。江苏兴化食品颗粒包装机供应