本文将为您详细介绍颗粒全自动包装机的特点、优势以及如何选择合适的颗粒全自动包装机。颗粒全自动包装机的特点:操作操作:颗粒全自动包装机能够实现从入库到包装成品的全程自动化,较大程度上降低了人工操作的程度,提高了生产效率。计量:采用先进的称重传感器和控制系统,确保计量精度高,托盘小,有效保证了产品质量。多样化包装颗粒全自动包装机可根据不同特性进行个性化包装设计,满足多样化市场需求。智能监控系统:内置智能监控系统,可实时监测设备运行状态,及时发现并解决故障,确保设备稳定可靠。颗粒包装机在橡胶行业的应用,提升橡胶产品包装质量。江苏兴化食品颗粒包装机调试方法

投料工序段:“机器换人”需求强烈,无论是哪个行业,传统的投料方式往往依赖人工拆包或手动割开袋子直接投料,不仅工人劳动强度大,而且投料过程粉尘扬尘、环境污染等问题难以控制,大量尘肺病案例触目惊心。随着规模化生产的普及,宏工科技专注物料处理技术革新,在投料工序段形成了吨袋解包站、小袋解包站、槽罐车投料系统、集装箱投料系统等多款解包投料设备与技术,为行业带来了整洁有序、无尘洁净的生产环境。现有的解包投料设备,仍旧无法解决投料对人工依赖度较高的问题。江苏兴化大米颗粒包装机市场价格定制化颗粒包装机可满足特殊物料的包装需求。

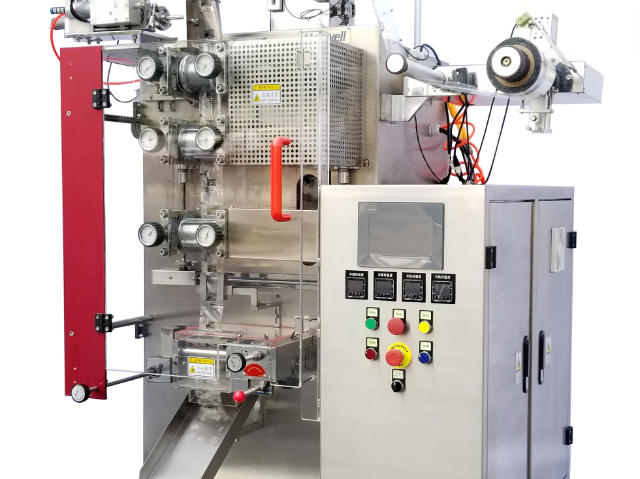
颗粒包装机的主要功能是将各种颗粒状的产品(如食品、药品、化工原料等)按照预设的规格和数量进行自动计量、充填、封口和包装。自动计量:颗粒包装机能够精确地测量和计算出需要包装的颗粒数量或重量,确保每个包装内的产品量一致。充填:根据计量结果,颗粒包装机将颗粒状产品自动充填到预设的包装袋或容器中。封口:充填完成后,颗粒包装机能够自动对包装袋进行封口,确保产品不会泄漏或受到污染。包装:封口完成后,颗粒包装机可能还包括一些额外的包装步骤,如打印生产日期、批次号等信息,以及将包装好的产品自动输出或堆叠。计数与统计:一些先进的颗粒包装机还具备计数和统计功能,能够记录已包装的产品数量,方便生产管理和质量控制。
颗粒自动包装机适用于橡胶颗粒、塑胶颗粒、肥料颗粒、饲料颗粒、化工颗粒、粮食颗粒、建材颗粒、金属颗粒封颗粒物料的定量包装。包装机械普遍应用到农产品、医药、食品、日化等各个领域。颗粒包装机的包装重量范围一般在二十克到二千克,用来包装各种颗粒物料,机器工作效率高,所需能耗少。此外,颗粒自动包装机还有一些特殊类型,例如斜坡推袋包装机和自动卸袋分装机。斜坡推袋包装机是一种常见的颗粒粉末包装设备,它具有体积小、重量轻、操作简便、包装速度快、精度高等优点。自动卸袋分装机则是一种特殊的包装设备,它主要用于将已经包装好的袋子自动拆开并分别分装到多个小袋子中。颗粒包装机具有在线检测功能,确保包装合格率。

药品全自动颗粒包装机通过高效、精确和稳定的性能,确保药品安全、卫生。其智能化设计提升生产效率,减少误差,满足制药行业高要求。随着技术发展,该设备将更智能、环保,助力制药企业提升竞争力。 随着制药行业的不断发展,对药品包装的要求也越来越高。药品的包装不仅要确保其安全、卫生,还要在储存、运输和使用过程中保持药品的质量。药品全自动颗粒包装机作为一种专门用于药品颗粒包装的设备,凭借其高效、精确和稳定的性能,成为了制药企业不可或缺的包装工具。本文将探讨药品全自动颗粒包装机的工作原理、优势及其在制药行业中的应用。机器具备防误操作功能,避免生产事故。调味粉颗粒包装机厂家直销
颗粒包装机适用于颗粒状、条状、片状等物料。江苏兴化食品颗粒包装机调试方法
药品全自动颗粒包装机的发展趋势,随着制药行业的不断发展,药品全自动颗粒包装机也在朝着更加智能化、环保化和多功能化的方向发展。未来,设备将集成更多的智能控制技术,如大数据分析、远程监控等,为制药企业提供更为高效和智能的包装解决方案。同时,随着环保意识的提升,设备将在包装材料的使用和能耗控制方面做出更多的优化,为制药行业的可持续发展贡献力量。药品全自动颗粒包装机以其高效、精确、卫生的包装能力,成为了制药企业在生产过程中不可或缺的设备。它不仅提高了药品的包装质量,还有效提升了企业的生产效率和市场竞争力。随着技术的不断进步,药品全自动颗粒包装机将在制药行业中发挥越来越重要的作用,助力企业在日益激烈的市场竞争中脱颖而出。江苏兴化食品颗粒包装机调试方法