
- 品牌
- 上海赋贝
- 型号
- 齐全
自动化生产线的抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。自动化生产线可以通过自动化检测和质量控制提高产品质量。扬州汽车空调水管自动化生产线供应商家
自动化生产线
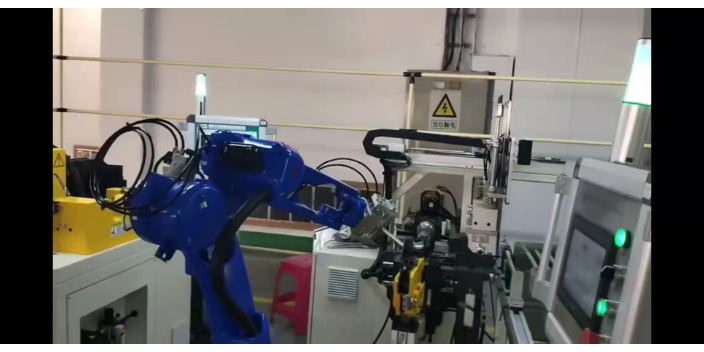
机器人--自动化工厂的执行者Robot,机器人是自动执行工作的机器装置。它既可以接受人类指挥,又可以运行预先编排的程序,也可以根据以人工智能技术制定的原则纲要行动。它的任务是协助或取代人类工作的工作,例如生产业、建筑业,或是危险的工作。机器人一般由执行机构、驱动装置、检测装置和控制系统和复杂机械等组成。 伺服电机--自动化工厂提供动力的肌肉伺服电机(servomotor)是指在伺服系统中控制机械元件运转的发动机,是一种补助马达间接变速装置。伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。宿迁空调水管自动化生产线生产厂家自动化生产线可以减少生产过程中的人为调度和排程错误。

自动化生产管件模具若要满足自动化生产,要求推板顶出时,产品与流道能够自动分离,这点显得特别重要,达到了这一点,就能减少大师的操作工,提高效率,降低成本。另外管件模具要求抽芯、入芯、顶出、复位等动作运行可靠。即便是顶针没有完全复位时,也能避免型芯撞坏顶针,从而实现安全的自动化生产。(4)产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装
现已与ABB工业机器人合作,为客户提供机器人单机销售、集成服务、机器人安全生产线等服务。汽车管路件生产线主要运用桁架机械手或机器人,对管件进行多重管端加工组合、弯管加工组合‘冲孔加工组合、铆压加工组合,以实现汽车空调系统管路件、发动机油路及冷却系统管路件、排气系统管路件等车用管路件的加工,包括镦头、扩缩口、装压板、挤鼓、旋沟、胶管扣压、弯管、测量、喷码、打包等一系列过程。汽车管路件生产线主要包括:管端弯管自动线、镦旋弯自动生产线、机器人镦旋弯自动生产线双机器人自动线、桁架机械手自动线、机器人自动弯管单元、全自动小R生产线。自动化生产线可以减少生产过程中的人为操作复杂性。
它的产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装。实现以上四个方面的自动化时,整个注塑机作业区就可以实现无人化和熄灯作业,只需工作开机前进行换模和调试时在场操作,正常生产时,有安排少量人员在包装区作业。这样整个生产环节,除检验和包装外,基本上实现了生产的自动化。自动化生产线可以减少人工操作带来的健康和安全风险。常州刹车油管自动化生产线设计
自动化生产线可以减少生产过程中的废品和损耗。扬州汽车空调水管自动化生产线供应商家
我国PVC-U排水管件的生产比较早是从二十世纪八十年代末期开始的。那时的注塑机主要是以配方粉料作为生产用料,模具全部都是采用大浇口直接进胶方式设计和制作,生产车间粉尘大,产品需要大量的人工进行浇口的修剪。原料先按照配方进行称量,投入到高混机,高混到130后再转入低混,低混温度降至60 以下放出。靠人工一袋袋投入到注塑机料斗中,早期生产工艺相对简陋;其塑化效果差,产品的外观和内在质量都不太稳定。而且随着生产的不断进行,螺杆料筒经过磨损后,粉料就不容易下料,影响生产的正常进行。扬州汽车空调水管自动化生产线供应商家
- 上海全自动化生产线保养维修价格 2024-10-24
- 南通管材自动化生产线直销 2024-10-23
- 南通管材加工自动化生产线报价 2024-10-23
- 宿迁刹车油管自动化生产线生产厂家 2024-10-23
- 苏州汽车刹车管自动化生产线保养维修价格 2024-10-23
- 无锡汽车空调水管自动化生产线厂家现货 2024-10-22
- 泰州管路成型自动化生产线供应商家 2024-10-22
- 泰州管路自动化生产线安装销售 2024-10-21
- 南京管材成型自动化生产线订制价格 2024-10-21
- 常州管材自动化生产线保养维修价格 2024-10-21
- 盐城管路自动化生产线供应商家 2024-10-21
- 南通空调水管自动化生产线订制价格 2024-10-20


