灌装机构直线型灌装机通常为常压式灌装,灌装阀由电控启闭,相当于一个电控截止阀。而且,灌装头一般设计为固定形式,安装在升降机架上,由调节手轮调整高低以适应瓶型。在工作时,灌装阀只起到开启和关闭液路的作用,至于灌装量的控制则由一个计量装置完成。在图1所示的机型中,采用了先进的星轮旋进式流量器作为计量装置,这种方式摒弃了传统的量杯或活塞式计量,无需制动离合及传动机构,只有两个相互配合的被动的星轮,其计量原理如图3所示。由图示可见,流量器中两个星轮相互啮合,并且把室腔分隔为左右两部分。当料液由左至右输人时,由于人口的液压力和出口存在差值,因此驱动星轮向两边转动。在星轮转动过程中,液料流进两个星轮与室腔壁构成的窝槽内,因此形成了一个个定量的液体单位,并被接连不断地送到出口。星轮旋转时,可通过磁性联轴器带动光栅盘运转,由光电检测发出脉冲信号至微电脑系统,CPU根据信号统计输出的液体单位,当累加流量达到设定值时,电脑发出信号关闭灌装阀,完成灌注动作。由此可见,采用星轮旋进式流量器可达到非常高的灌装精度,灌装误差可控制在土。与传统的活塞式计量比较。星轮旋进式流量器无活塞回移时间之浪费,即没有空行程。全自动丁基胶高速灌装机;整套丁基胶灌装机工厂
耐热性、耐寒性良好,相对密度小,耐油性、耐溶剂性能与氯丁橡胶相仿,耐压缩变形和耐磨耗等不太好。使用温度范围-40~+150℃。可适用于寒冷、以及中高层建筑。增塑聚氯乙烯(PPVC)密封胶条材料便宜易得,具有耐腐蚀、耐磨、耐酸碱和各类化学介质,耐燃烧,机械强度高;缺点是配合体系内增塑剂易迁移,随着时间的延长变硬变脆,失去弹性,不耐老化,耐候性和低温性能差。一般为深色制品。适用于光照不强、温度变化不大、气候条件不恶劣的场合。表面涂层材料是在密封条的表面涂布聚氨酯、有机硅、聚四氟乙烯等物质,以代替传统工艺的表面植绒。涂布后的密封条具有良好的耐磨、光滑性,尤其是涂布硅胶面层涂料后的密封条,表面摩擦系数小,有利于门窗扇的滑动。适用于带有滑动门、窗扇的门窗上。是传统硅化毛条的替代品。丁基胶灌装机采购信息丁基胶成型机作业指导书;
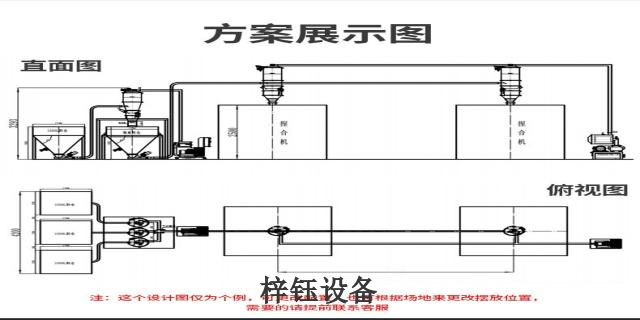
灌装机的工作原理灌装机是一种专业的灌装设备,用于对各种液体、半液体等物质进行定量的包装填充。为了让大家更好地了解灌装机的工作原理,下面将分步骤进行介绍。1.首先,准备好需要灌装的物质。将其放置在物质存储池中,以便后续操作。2.将存储池中的物质抽出,并输送至供料口。供料口旁边设有传感器,可以感知物质的流量。3.当传感器检测到物质的流量达到设定值时,就会停止物料的供给。此时,灌装机自动开启灌装管路,开始进行灌装。4.灌装管路连接着灌装头和灌装针。灌装头是整个灌装过程中的部件,用于控制灌装针的开启和关闭。当灌装针插入容器内时,灌装头感应到容器的存在,便会自动开始灌装。5.灌装过程中,灌装针不断往下移动,直到深入到容器底部。此时,灌装头便会自动关闭,并停止灌装。6.灌装针在灌装完毕后,会缓慢退出容器,并在一瞬间进行快速退针,以避免流体的滴漏。7.完成一次灌装后,灌装机进行排气和清洗,以保证下次灌装的准确性和卫生性。通过以上步骤,我们可以看出灌装机的工作原理是基于流量检测和灌装控制的。在每次灌装前,灌装机会自动进行物料称量和调整,确保每次灌装的重量正确。此外,配合专业的后续包装设备使用。
接上篇: 但是在一些新型的技术产品方面还存在一定的技术缺陷,如果要想完全的适用不同的产品灌胶还有很长的路要走。为了促进企业更好,更快的发展,灌胶机生产企业需要不断的革新和研发新技术,提高产品的质量和功能,满足企业生产的需求。真空灌胶机采用了抽取真空的方式,有效的解决了拉丝、气泡等显现的产生。在选用真空灌胶机的时候,首先要注意的就是所用胶水的混合比例,针对胶水混合的时候,其实这个中间都是有个数字范围的;在选用双液灌胶机的时候,要检查一下里面有没有一些像氧化铝,氧化硅,或者是石英砂等这样的填料,如果有这样的东西,就要考虑一下了;在灌胶机在灌胶的时候都会出现气泡的问题,这个就要根据每次给产品灌胶机的量是多少,需要采用真空装置,把管道到料缸里的空气抽出来;在大产量的情况下该怎么办,如果要是灌胶机的量比较大的话,可以使用机械手臂这个方法,也就是多头平进的点胶,这个方式可以节省很多的物力财力还有人力。高精度丁基胶灌装机;
一、产品特点防水耐候密封胶是半透明膏状单组份室温固化有机硅粘接密封胶,对绝大多数金属无腐蚀,具有好的抗冷热交变性能、耐老化性能和电绝缘性能,优异的防潮、抗震、耐电晕、抗漏电性能。本产品完全符合欧盟ROHS指令要求。二、典型用途:电器元件粘接固定;家电如冰箱、洗碗机等部件粘接密封。三、使用工艺1、清洁表面:将被粘或被涂覆物表面清理干净,并除去锈迹、灰尘和油污等。2、施胶:拧开(或削开)胶管盖帽,将胶液挤到已清理干净的表面,使之分布均匀可。3、固化:将被粘好或密封好的部件置于空气中让其自然固化。固化过程是一个从表面向内部的固化过程,在24小时以内(室温及55%相对湿度)胶将固化2~4mm的深度,如果施胶位置较深,尤其是不容易接触到空气的部位,完全固化的时间将会延长,如果温度较低,固化时间也将延长,6mm厚密封胶完全固化需7天以上时间。四、注意事项施胶完成后,未用完的胶应立即拧紧盖帽,密封保存。再次使用时,若封口处有少许结皮,将其去除即可,不影响正常使用。丁基胶灌装机自动灌装机;密闭式丁基胶灌装机货源
灌装机全自动丁基胶;整套丁基胶灌装机工厂
且气动推杆下端的外部安装有密封环,所述灌装头的右侧连接有进液管,且灌装头的下端安装有连接件,所述防漏片设置于连接件的内部,且连接件的下端安装有灌装出口,所述灌装台表面的中部安装有防倒环,且防倒环的内侧安装有漏板,所述灌装台上表面的两侧安装有漏槽。[0006]进一步的,所述灌装台和挡板呈垂直分布,且挡板和灌装架板组成T字形。[0007][0008]半圆形。[0009]进一步的,所述漏槽关于防倒环的垂直中轴线对称设置有两组,且漏板关于防倒环的水平中轴线对称设置有两行。[0010]进一步的,所述灌装架板的前端设置有用于瓶子限位的限位组件,且限位组件包括限位架和吸盘,所述限位架的内表面安装有吸盘。[0011]进一步的,所述限位架的形状为U字形,且限位架和吸盘垂直中轴线相重合。[0012]本实用新型提供了一种密封胶生产用具有防泄漏结构的灌装机,具备以下有益效果:该一种密封胶生产用具有防泄漏结构的灌装机,通过设置有防倒环对待灌装的瓶体起到限位的作用,且设置的限位组件对瓶体起到防摆动的作用,从而减少灌装时的撒漏量,通过气动推杆对灌装头进行控制,配合防漏片防止机器发生泄漏。进一步的,所述灌装头的形状为六边形。整套丁基胶灌装机工厂