颗粒包装机的出现,不仅较大程度上提高了包装效率,降低了生产成本,还为产品的质量和安全提供了有力保障。它的出现,是现代工业生产技术发展的一个缩影,也是科技进步为人类社会带来的巨大福祉。在现代工业生产中,自动化设备的应用极大地提高了生产效率和产品质量。其中,全自动颗粒包装机作为一种重要的包装设备,在食品、医药、化工等行业中发挥着至关重要的作用。应用场景:食品行业:如糖果、坚果、茶叶等颗粒状食品的包装。医药行业:如药片、胶囊等医药产品的定量包装。化工行业:如化肥、种子等化工产品的包装。日用品行业:如洗衣粉、调味品等颗粒状日用品的包装。颗粒包装机助力企业实现自动化、智能化生产,提升行业竞争力。云南昆明四边封颗粒包装机厂家

颗粒自动包装机的发展趋势:1.智能化与自动化:未来,颗粒自动包装机将进一步向智能化和自动化方向发展。通过集成物联网(IoT)技术和大数据分析,设备可以实现远程监控、预测性维护和生产优化,提高生产效率和设备利用率。2.环保与可持续:随着环保意识的增强,颗粒自动包装机将更加注重环保材料的使用和能源效率的提升。设备制造商将开发更加环保和可持续的解决方案,减少对环境的影响。3.多功能与柔性化:为了满足多样化的市场需求,颗粒自动包装机将朝着多功能和柔性化方向发展。设备将具备更强的适应能力,能够快速调整以适应不同产品和包装形式的需求。4.人机协作:未来的包装机将更多地引入人机协作机器人,结合人工智能(AI)技术,实现更高效、更安全的包装作业。砂糖颗粒包装机设备颗粒包装机采用模块化设计,便于维修和更换部件。

颗粒包装机主要应用于食品行业。例如,薯片、坚果、糖果、咖啡和茶叶等颗粒状食品常常需要被包装成小包装袋进行销售。颗粒包装机通过高效的包装速度和准确的包装质量,极大地提高了食品企业的生产效率和产品质量。颗粒包装机也普遍应用于医药、化妆品、化工等领域,为各行各业提供了方便快捷的包装解决方案。通过自动化的操作和精确的控制,它为企业提供了更高效的生产方式,提高了产品的质量和卫生安全性。未来,我们可以期待颗粒包装机在智能化和环保方面的进一步发展,为各行各业带来更多的便利和效益。
颗粒包装机用途:颗粒包装机适用于橡胶颗粒、塑胶颗粒、肥料颗粒、饲料颗粒、化工颗粒、粮食颗粒、建材颗粒、金属颗粒封颗粒物料的定量包装,速度快,精度高,采用先进的数字电机下料方式。在物料处理领域,投料工序段自动化程度低、扬尘、产能不稳定等问题沉疴难起,对此,宏工科技敏锐洞察市场需求,推出全自动吨袋拆包机等多款自动化投料设备,填补行业的空白,以技术创新解决客户痛点,助力企业转型升级。在当前国际形势复杂多变的背景下,市场的不确定性让“机器换人”的呼声愈发高涨。机器结构简单,维护成本低,降低企业负担。

本文将为您详细介绍颗粒全自动包装机的特点、优势以及如何选择合适的颗粒全自动包装机。颗粒全自动包装机的特点:操作操作:颗粒全自动包装机能够实现从入库到包装成品的全程自动化,较大程度上降低了人工操作的程度,提高了生产效率。计量:采用先进的称重传感器和控制系统,确保计量精度高,托盘小,有效保证了产品质量。多样化包装颗粒全自动包装机可根据不同特性进行个性化包装设计,满足多样化市场需求。智能监控系统:内置智能监控系统,可实时监测设备运行状态,及时发现并解决故障,确保设备稳定可靠。机器具备自动报警系统,故障诊断方便快捷。山东颗粒包装机参考价
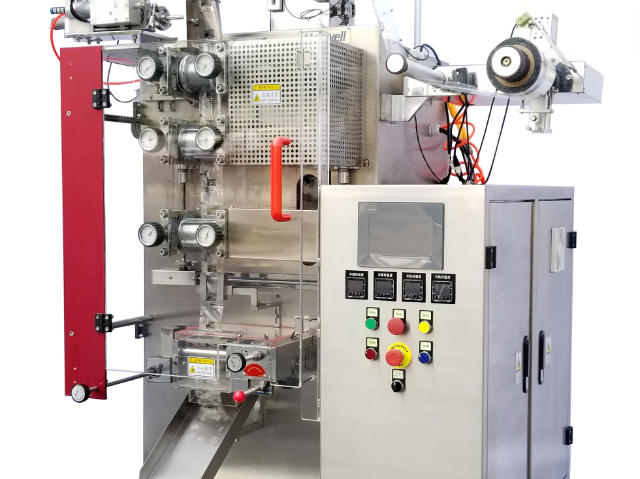
颗粒包装机适用于高温、高压等特殊环境。云南昆明四边封颗粒包装机厂家
颗粒自动包装机的主要特点:1.高精度:采用先进的计量和控制系统,确保每个包装的物料重量或体积精确无误,减少物料浪费。2.高效率:自动化操作大幅提高了包装速度,适应大批量生产需求。3.多功能性:能够处理多种类型的颗粒物料,如食品颗粒、药品颗粒、化工颗粒、农业颗粒等,应用范围普遍。4.智能化:配备PLC控制系统和人机界面(HMI),操作人员可以通过触摸屏进行参数设置和操作,实时监控设备运行状态。5.易维护:设备设计结构简单,便于清洗和维护,减少了停机时间。云南昆明四边封颗粒包装机厂家