- 品牌
- 3DSYSTEMS,GEOMAGIC
- 型号
- 齐全
- 网络打印
- 支持有线/无线网络打印
- 双面打印
- 自动双面打印
ProJet MJP 3600W 系列以高吞吐量 3D 打印精确首饰蜡质模型
高吞吐量ProJet MJP 3600W 和 3600W Max 专为高输出蜡质模型生产而设计,可提高铸造室效率,从而提高直接熔模铸造的生产效率、精度和可能性。与其他同类打印机相比,打印速度提高了 10 倍,打印体积增加了 2.5 倍以上。
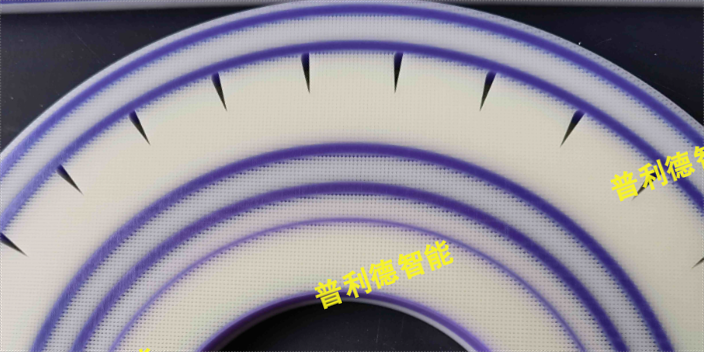
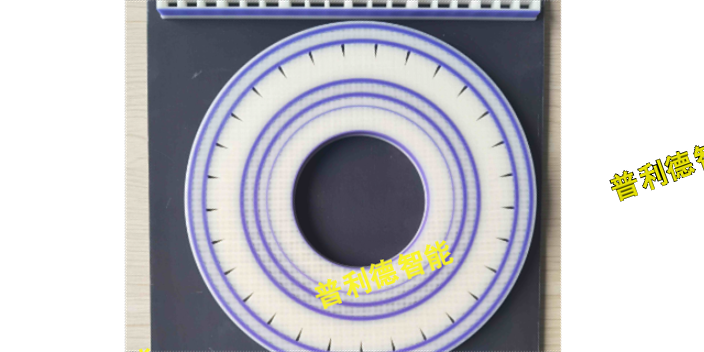
模型打印具有利落边缘、极清晰的细节和高保真度的光滑表面,适用于首饰制造、小雕像、复制品、收藏品等。
铸造可靠性新一代 VisiJet® M3 CAST 100% 蜡质材料,可用于脱蜡铸造现有工艺和设备,制造各类高质量的耐用模型,保证部件的可靠性能和稳定的打印效果。 喷腊3D打印机的稳定性,保证了打印过程的连续性和一致性。定做紫蜡打印种类

建造产品表面光滑,适用于精密铸造加工打印模式有高精度和超高精度两种可选。支撑蜡材料去除容易方便,无需手工操作。工作平台大,且产品可堆叠放置,可长时间无人值班运行。直接导入STL、SLC格式文件就可进行建造加工。生产速度快,操作简单容易,操作人员只需经过简单培训即可。结构紧凑、整洁美观,适合办公室环境操作。多喷头打印所实现的高分辨率意味着,连细微特征也能得到完整展现,在更大的生产效率速度快和打印版面大使得打印机更有效提供大的生产效率,这款简单易用喷蜡3D打印机帮助你得到大的投资回报率。河北紫蜡打印原理喷蜡3D打印机能够实现复杂结构的一次性成型。
喷蜡3D打印机维护的方法:1.置放:机器需要置放于干燥处,防止主板、电机等电器部件返潮。长期不使用需遮盖防尘布。2.平台:清洁干净平台玻璃板上参与料,防止对于下一次打印的影响。3.丝杠:使用一阵子后为确保平台移动流畅,需在丝杠涂擦少许黄油。涂擦方法为把黄油涂擦至丝杠某一地方,点击平台上下移动,使涂擦匀称。4.送料器:打开送料器前盖,用镊子或是尖锐的工具,将齿轮内的残料渣刮干净,再用刷子清洁干净。5.打印头:打印工作结束以后需退料,防止下次打印功效差或是打印头堵塞。6.耗材:打印结束退料后,不要把料头松开,直接放进料盘边上的孔内,置放在常温,干燥,遮光的环境。拆开的耗材尽可能在1个月内用完。7.保养周期:设备使用次数较少的可一个月保养一次,若使用较为频繁可视具体情况适当缩短保养周期。8.打印机清洁:清洁机器内部灰尘及杂物要用软毛刷清洁,留意防止灰尘及杂物进到打印头内。
喷蜡3D打印也被称为“添加制造”技术,也被称为增量制造技术。喷蜡3D打印是一种与传统的材料加工方法截然相反,基于三维CAD模型数据,通过增加材料逐层制造的方式。其采用直接制造与相应数学模型完全一致的三维物理实体模型的制造方法。数字化文件还可借助网络进行传递,实现异地分散化制造的生产模式。一人即可管理多台打印机,人力成本低;打印耗材利用率高,价格稳定;扩大产能只需增加打印机数量,占地面积小,集中放置便于管理;模型数据集中管理,降低数据保管成本。喷腊3D打印机,为复杂结构的打印提供了可能。

3D打印的蜡和铸造用蜡在用途和性质上有一些不同:1. 制造方法:3D打印的蜡是通过3D打印技术逐层堆叠蜡材料来制造的,而铸造用蜡是通过注模或铸造工艺制造的。2. 材料特性:3D打印的蜡通常是树脂材料,具有良好的熔点和熔化性能,以便在3D打印过程中容易熔化和固化。铸造用蜡通常是专门设计的低熔点蜡,具有良好的流动性和热稳定性,以便在铸造过程中容易融化和燃烧。3. 应用领域:3D打印的蜡主要用于制造模具、样品或原型,为后续的铸造工艺提供模型。铸造用蜡则是用于精密铸造、失蜡铸造和投资铸造等工艺,用于制造金属或合金的铸件。4. 燃烧性能:铸造用蜡通常需要在铸造过程中被燃烧掉,以留下空腔用于金属的注入。因此,铸造用蜡需要具有良好的燃烧性能和低灰分。而3D打印的蜡通常没有燃烧的要求,其主要目的是制造形状复杂的模型。喷蜡3D打印机的操作简单,适合初学者快速上手。定做紫蜡打印种类
喷腊3D打印机以其高精度和细腻打印效果受到市场青睐。定做紫蜡打印种类
就精美珠宝及其他组件的直接铸造模型而言,UHD模式提供了一个无可比拟的应用,能够有效控制为精巧的细节特征,制造出复杂精细的部件和图案。就精度模型和原始模型而言,可利用标准HD模式,实现超高的成型速度和的模型表面质量。HD模式尤其适合于各领域中的日常应用,包括概念开发、设计验证、形态拟合测试及产品展示等等。产品优势:采用全蜡材料建造模型,可直接用于珠宝首饰失蜡铸造工艺。采用立体喷蜡打印技术,精度高,高精度可达0.016mm。定做紫蜡打印种类


- 浙江大型全彩紫蜡打印 2024-11-14
- 进口紫蜡打印原理 2024-11-14
- 重庆深蓝喷蜡3D打印机 2024-11-13
- 桌面级紫蜡打印常用知识 2024-11-13
- 激光紫蜡打印厂家 2024-11-13
- 四川哪里有紫蜡打印 2024-11-13