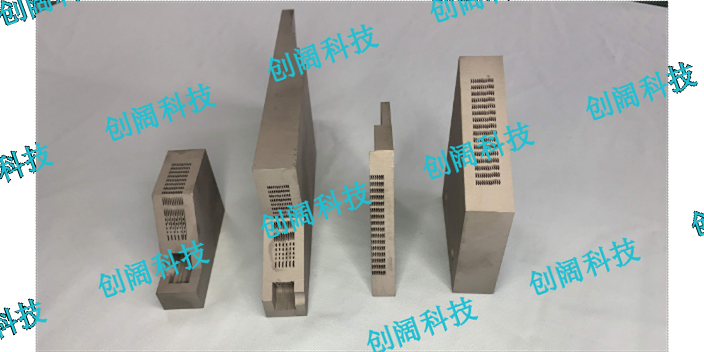
创阔科技采用真空扩散焊接制造微通道换热器,热交换器作为热管理系统关键装备,小型化(紧凑化)、换热效率高效化是当前该领域的主流发展方向,其使役性能方面的要求也日益严苛。这直接导致了热交换器装备在用材、加工、制造工艺等方面面临极大的挑战。以列管式换热器为例,对于薄壁或超薄壁的换热管,是以产品结构优化使用分体机械加工再真空扩散焊接加工来完成,然而普通的换热管极易发生溶蚀和烧穿,很难难焊并不不能焊。创阔科技团队通过焊接材料成分体系的科学设计、焊接工艺制度的不断优化,机械加工的不断更新,超薄壁换热管的焊接难题可以得到有效的解决。创阔科技一站式提供加工真空扩散焊接。武汉紧凑型多结构真空扩散焊接

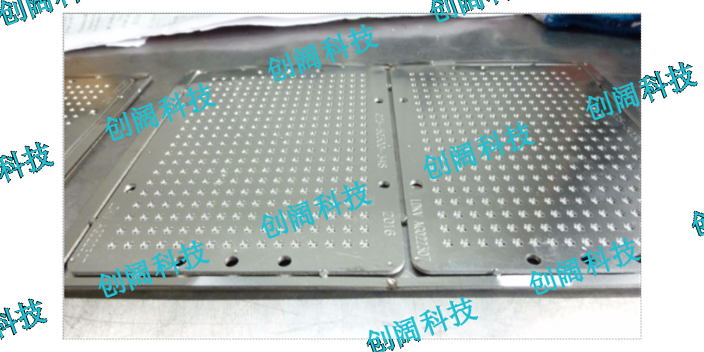
那么值得相信的真空焊接到底有哪些具体的特点呢?1、焊件在焊接过程中受热均匀专业的真空焊接传热性优良,能够实现加热恒定进而保持温度的均匀,使得焊接部件贴合紧密,不会出现焊件开缝、滑落等现象,提高了焊接行业的效率。此外,由于在真空中加热,因而焊件表面不会生成氧化膜破坏焊件的平整度及耐磨性,提高焊件的使用寿命。2、焊接后的焊件精度高、寿命长有保障的真空焊接技术因为稳定性良好,所以所焊接的焊件焊缝密度与平整度均具有巨佳的水平。传统的机械行业为了实现转型的目标,势必会对焊接技术提出新的更高标准的要求,而精度作为机械产品永恒的追求更加成为焊接技术的重点和难点,真空焊接能够在确保安全的条件下,显著提高焊件的精度和精度保持性,延长焊件的使用寿命。3、不会污染环境因为真空焊接是在纯真空密封环境下进行,从而保证了焊接过程的清洁,所以在焊接结束后得到的焊件具有平整度高、不含焊渣、无气孔及砂眼的特点。而且在焊接过程中产生的废气、废渣都经专业人士统一处理,不会排放到大气或外部,对环境没有任何污染。另外,整个焊接过程所使用的化学原料绿色环保,得到的产物亦不会对人体产生危害。常州创阔金属真空扩散焊接平板式换热器制造工艺以钎焊和真空扩散焊两种工艺路线为主,创阔能源科技。

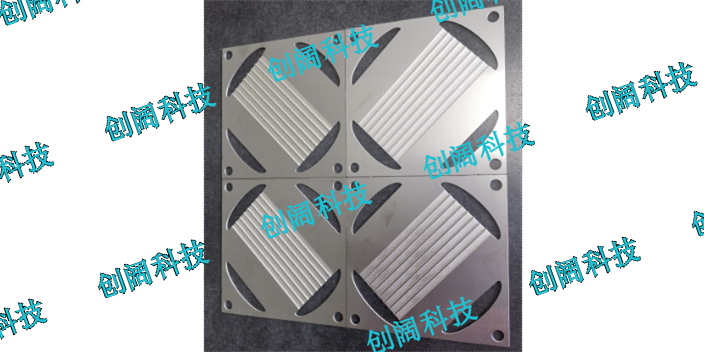
创阔能源科技真空扩散焊接其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固,且所施加的压力一般较低,能很好的抑制宏观变形的产生,保证零件的高精度尺寸和几何形状。(3)可连接其它方法难以焊接的材料,比如低塑性或高熔点的同质材料,容易产生金属间化合物的异质材料,或者是金属与非金属等,扩散连接都具有很大的优势。(4)可实现大面积连接。对于大尺寸截面,扩散连接时压力均匀分布于整个界面上,实现其良好接触,从而达到有效连接。(5)焊接过程安全、整洁、无污染,整个焊接过程没有飞溅、辐射等有害物质,且焊接过程易于实现自动化控制。
水冷板是一个散热小配件,那么它有什么优点?高温对现代电子设备来说是一个极大的威胁,它会导致设备系统运行不稳定,缩短使用寿命,甚至还有可能是某些不减烧毁。因为高温而致使瘫痪的设备不少,为此人们想出了不少方法类解决这一问题。而散热片便是其中措施的一种,在许多电子产品中都有着散热片的身影,比如电脑等。因为产品的类型多样,因此散热片的种类也比较多,水冷散热片正是其中一种。水冷散热片是指液体在泵的带动下强制循环带走其热量,与风冷散热片相比更具有安静、降温稳定、对环境依赖小等优点。“创阔”人一路走来,从开始的技术方案提供者,到化学腐蚀、数控机床、真空扩散焊等设备的整合配套,我们从无到有,实现了质的飞跃。真空扩散焊设计加工制作创阔能源科技。

批量生产时间:根据不同客户的产品焊接需求的厚度和不同的精度管控要求以及订单批量大小,按计划正常一星期内检验出货,也可以分批次提前出货。产品检测及售后:本公司所有的真空扩散焊产品的在制品均采用全程影像炉内在线监控、出货检验均采用先进的二次元影像仪精密检测和金相检测。真空扩散焊接的特点一、焊接过程是在没有液相或较小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织与基体一致,接头内不残留任何铸态组织,原始界面消失。因此能保持原有基金属的物理,化学和力学性能,不会改变材料性质!二、扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。三、可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上互不相溶的材料。四、真空扩散焊接可焊接结构复杂以及厚薄相差很大的工件。五、加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。真空扩散焊多结构置换,加工制作创阔能源科技来完成。浦东新区多层板真空扩散焊接
真空焊接制作加工设计联系创阔能源科技。武汉紧凑型多结构真空扩散焊接
创阔科技的微通道换热器是一种采用特殊微加工技术制造的换热器,利用真空扩散焊接而成。当量水力直径通常小于1mm。该换热器的特点是单位体积换热量大,耐高压,制造难度大。在微通道设计中,如果当量直径过小时,可能需要关注微尺度效应。此时,传统的宏观理论公式不再适用于流动和传热。,我们将使用FLUENT制作一个简单的微通道换热器案例。当然,微通道换热器的当量直径足以通过解决NS方程来模拟。2模型和网格。由于实际换热器单元较多,流道数量较大,本案按对称面截取部分计算。换热器长度60mm,宽度6mm,微通道高度mm,宽度1mm(当量直径mm)。全六面网格划分如下。网格节点总数为691096。3求解设置在这种情况下,我们假设介质在微通道换热器流道的流动状态为层流,所以选择层流模型,打开能量方程。我们为换热介质设置了两组水/水、气/水。水和空气是默认的。事实上,应根据温度设置相应的值。换热器本体由钢制成,不考虑单元之间连接造成的传热阻力(单元与单元之间的集成模型)。换热器的入口设置为速度入口边界,出口设置为压力边界。根据以下值设置,介质流向为逆流。除上下边界外,其余为绝缘墙。换热介质序号名称类型值温度水/水换热1热水入口速度边界m/s。武汉紧凑型多结构真空扩散焊接