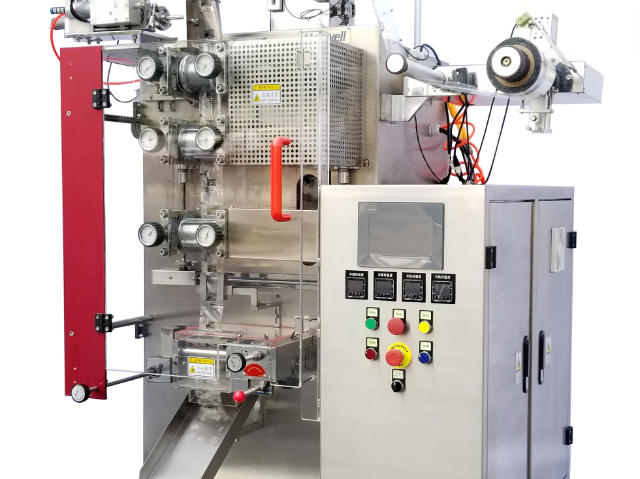
药品全自动颗粒包装机的优势:1.卫生安全:药品全自动颗粒包装机在设计上充分考虑了制药行业的卫生要求。设备采用不锈钢材质,易于清洁,避免了药品颗粒在包装过程中受到污染。此外,设备内部的密封设计有效防止了外界空气和杂质的进入,保证了药品的纯净度。2.操作简便:药品全自动颗粒包装机通常配备了智能化的控制系统和人机界面(HMI),操作人员只需通过触摸屏进行简单的参数设定和调整,便可完成包装任务。设备的自动报警和故障诊断功能进一步简化了操作难度,提升了使用体验。机器具备自动报警系统,故障诊断方便快捷。上海膨化食品颗粒包装机多少钱一台

颗粒自动包装机适用于各种颗粒物料的定量包装,具有高效率、高精度和良好稳定性等优点。它可配置不同进料和出料方式,并配合称重系统实现精确的包装重量控制。颗粒包装机适用于多个领域,如橡胶颗粒、肥料颗粒等。特殊类型如斜坡推袋包装机和自动卸袋分装机也适用。购买时可根据实际需求选择设备。颗粒自动包装机是一种专门用于颗粒状粉末类产品的包装设备,它具有工作效率高、精度高、稳定性好等特点。这种机器可以根据不同的产品特点和生产需求进行灵活的配置,比如可以选择手动或自动进料、调整出料口大小和形状等。同时,它还可以配合称重系统,实现精确的包装重量控制。广东三边封颗粒包装机颗粒包装机适用范围普遍,可包装大米、豆类、药品等颗粒物料。

颗粒全自动包装机的基本用途,颗粒全自动包装机主要用于颗粒物料的计量和包装工作,普遍应用于食品、医药、化工、农作物种子等行业。尤其在食品行业中,颗粒全自动包装机已成为细分市场中的主力产品,特别是在快餐食品行业和方便食品行业中,使用颗粒全自动包装机可以较大程度上提高包装效率,减少人力成本。以上就是颗粒全自动包装机的用途及其优点的相关介绍。如果您需要在颗粒物料包装方面提高效率、稳定性和精度等多方面指标,那么颗粒全自动包装机将是您不可或缺的选择。
深度解析宏工的发展轨迹,可以看出,公司产品线或技术发展线路的扩张均基于宏工科技的主要优势“物料处理技术”逐步衍生。比如公司目前在投料、计量、混合、干燥、研磨、输送、包装等物料处理领域上均有突破性成果,结合自主软件开发,为行业提供一站式的物料处理解决方案。其中,自动化投料作为物料处理较前端的工序,自然是宏工的重点开发领域。除了前述提到的全自动吨袋拆包机,公司还推出了全自动洁净式小袋拆包机、全自动层装式小袋拆包机等系列设备,全方面覆盖不同行业、不同包装形式的物料的拆包投料需求。机器具备网络接口,实现远程监控和故障诊断。

颗粒包装机的作用是将颗粒状物质自动进行包装,提高包装效率和产品质量。它由自动计量装置、自动制袋装置、自动封口装置、输送装置等组成。其工作原理是自动将颗粒状物料放入制袋机中,通过自动计量控制装置控制包装袋的材料和数量后进行制袋、充填、封口、切断等操作,较终完成包装。颗粒包装机的种类和选购要点,目前市场上的颗粒包装机主要有电子称量式、计量式、螺杆式等多种形式。在选购时,需要注意以下几点:1. 包装规格:选择适合自己生产所需的包装规格的颗粒包装机,避免因规格不符而造成浪费。2. 功能配置:不同颗粒包装机的功能配置也不同,要根据自己的生产需求来选择合适的颗粒包装机。3. 技术选型:颗粒包装机的选型要注意其包装速度、计量精度、自动化程度等技术指标。颗粒包装机可实现多种语言界面,方便国内外客户使用。浙江花生颗粒包装机供应
机器适用于多种填充方式,如容积式、重量式等。上海膨化食品颗粒包装机多少钱一台
随着科技的不断发展,颗粒包装机在现代工业中扮演着重要的角色。颗粒包装机作为一种自动化包装机器,普遍应用于食品、化妆品、医药、化学工业等领域中的颗粒状产品的包装过程中。主要功能是将颗粒状产品以一定的重量或数量进行分装、包装,并封装成袋装或罐装形式,以便更好地保护产品的质量和延长产品的保质期。颗粒包装机的自动化程度高、包装效率快,不仅可以提高生产效率,减少人工成本,还可以确保包装的统一性和标准化,确保产品的质量和安全性。上海膨化食品颗粒包装机多少钱一台