1.骨料集料仓及带式输送机的维护保养1.1骨料集料仓(1)根据搅拌站的使用情况,每月检查耐磨衬板及压板螺栓的磨损情况,并对已损坏的衬板及螺栓进行更换。(2)搅拌站使用时,每天检查集料仓上所有传感器的上支座螺母锁紧情况,以后改为每周检查。(3)每班前必须检查卸料门气缸开启或关闭是否自如,检查气缸缸体螺栓杆上的两支磁性开关指示灯是否正常工作。1.2带式输送机(1)在运行前检查电动滚筒内润滑油量及透气螺塞是否更换,油量以滚筒半径的2/3为宜,滚筒***工作300小时后更换筒内润滑油,以后每隔5000小时换油一次。推荐用油标准:L-CKC68工业闭式齿轮油。(2)皮带机必须空载启动,***使用或电力系统维修后应检查输送带的运送方向是否正确。(3)输送带的寿命磨损大多为跑偏、击穿损伤等人为因素造成,因此应检查输送皮带有无跑偏、皮带与从动辊之间有无异物掉入。如有异常情况应立即断电停机排除,对于张紧辊处有重垂箱的机构,发生皮带跑偏时,应在沙箱里沿跑偏相反方向加重物进行调整。自动配料系统,采用给料速度控制技术,满足原料的蕞小用量和精度要求;安徽称重给料系统生产过程
发放/接收系统软件主要由数据平台、发放柜和接收柜等组成。由于受生产流程、客户实际需求、项目现场条件等因素的影响,收发系统软件提供可定制的服务。与传统方法相比,这种可定制的发/收系统软件更适合企业生产运营模式,节约了企业软件开发成本,具有广阔的应用市场,深受客户欢迎。数据平台用于统计集装箱信息,监控调度控制系统和接收控制系统的运行,获取使用调度柜和接收柜的用户信息,集中管理视频监控、称重数据和车辆调度等。总部管理者可以随时了解采购、销售、称重等领域的每一个细节,帮助企业实现扁平化管理。配送柜包括配送控制系统、配送模块、信息识别模块、检测模块、带有二维码信息的容器和取料口。湖北称重给料系统代理商软件具有动画功能和组态控制功能。

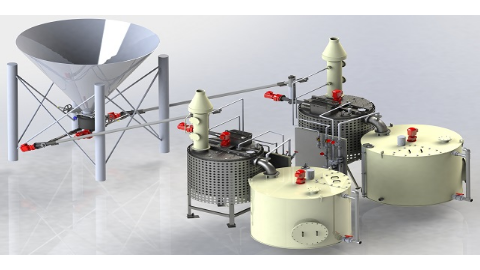
称重给料系统是一种在工业生产中常见的配料系统,它主要通过控制各种物料的给料量,以实现精确配料。系统组成部分包括:称重传感器:用于精确测量物料的重量。测速传感器:用于检测输送皮带的运转速度。电气控制系统:包含电气控制柜、操作箱、接线盒、执行器等,用于控制整个给料系统。运行方式有两种:自动方式:通过在工控机上选择的预先编好的配方,配方确定后启动系统,配料系统根据配方的设定自动控制各配料给料机运行。半自动/手动方式:由人工在触摸屏上设定配方的配比,手动启动控制器,控制器控制变频器和称重式给料机加料。以上信息供参考,如需了解更多信息,建议咨询专业人士。
低压粉料输送系统方案简述:1.本系统方案为2条生产线比较低配备2台空压机,可以2台粉料运输罐车卸料,选型选配是37千瓦直联变频12立方压缩机此款压缩机是高配置压缩机后期维护故障率比较低,变频器的选配因启动电流小不会电流过大可能造成搅拌主机停机,也不会因为负荷过大造成电机与电器元件的损坏,搅拌站的电压不稳定使用变频器的配置也更加的合适,不会因为电压过高或过低造成机器无法启动,本型号机器是37千瓦排气量12立方打料速度快效率高(35m³-85m³粉料运输罐车都可使用),加上变频器的选配会更加省电,直联的也不会因为使用时间过长打气慢,效率变低,单台机器单台车打料时间快效率高。2.本系统单机单用无需储气罐与冷干机后处理,机器安装在粉料仓底通电就可以,出气管路用钢管左右排管末端安装压力表与球阀,整体气管路安装一个DN50安全阀既可,球阀末端安装一条10米或15米带快速接头橡胶软管与粉料运输车连接打气。3.本系统方案选用的低压螺杆压缩机,比较高压力是,粉料罐车打料的使用压力应该是2公斤左右,粉料运输车的使用压力比较好不要超过,超压容易造成粉料罐车爆,请勿选用超过。称重给料系统厂家有哪些?

HZS25、HZS35、HZS50、HZS75搅拌站:通过制动电机尾部的大螺母进行调整,如图1所示。首先拆下电机后罩壳,将大螺母与风扇制动器之间的锁紧用内六角螺钉拆下,旋紧大螺母至极限位置,然后倒转一圈,***将锁紧螺钉拧紧即可。HZS50B、HZS75A、HZS100、HZS150、HZS180搅拌站:通过制动电机尾部进行调整,参见图2所示。(2)刹车制动气隙的调整当制动摩擦片磨损,制动气隙增大时,会产生制动器不能吸合的现象,导致电机堵转,造成电机烧毁,因此必须定期检测制动气隙。当制动气隙大于6mm时,按下列步骤进行调整:松开螺母1、螺母2,调整制动线圈的位置,保证制动气隙为0.1~0.2mm,并保证整个圆周上制动气隙均在这个范围内,然后旋紧螺母1、螺母2即可。(3)刹车制动力矩大小的调整将螺母3旋松,通过旋紧螺母4,压缩制动弹簧来增大制动力矩,制动力矩不能调整的太大,太大了会引起制动器打不开。通过旋松螺母4,放松制动弹簧,来减少制动力矩,将螺母3旋紧。不断比较实际给料量与设定给料量,从而控制输送带的速度,使给料量尽可能接近或等于设定给料量。安徽称重给料系统生产过程
自动配料称重系统可与不同规格的混合机配套使用。安徽称重给料系统生产过程
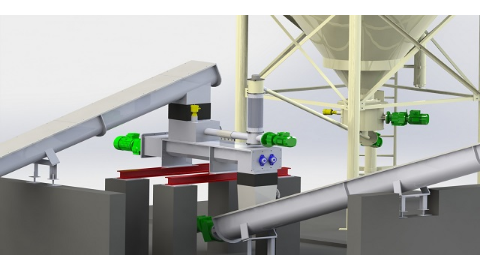
针对各类散体物料在料仓内的搭拱问题,行业内研究出各种破拱或破拱兼排料设备,主要分为以下三类:(1)机械强制破拱排料利用机械传动动装置对料仓里拱桥刚开始形成时便进行即时有效的破碎,促进物料排出。此类设备包括圆盘给料机、螺旋下料器、各类搅龙等。具有破拱助流能力强、物料适应性广、给料量可调、易于自动控制、排料过程中无物料粒度偏析等优点,但也存在设备结构复杂、动力消耗大、设备维修复杂等***缺点。(2)振动破拱排料在料仓仓壁或仓内装设振动器,用机械式、电磁式或气动式振动器来振击仓壁,破坏物料起拱的平衡条件,使物料不起拱或使已起拱的物料坍落,并协助物料下滑。此类设备有仓壁振动器、惯性振动给料斗、气动锥形破拱器等。具有破拱助流能力较强、动力消耗较低、给料量可调、设备结构相对简单等优点,目前应用较为***。(3)高压流化破拱排料在接近排料口的仓壁上设置压缩空气喷嘴,利用其喷射动能破坏料拱安徽称重给料系统生产过程