粉剂料仓纯碱投加设备在环保性能方面表现出色,能够有效减少粉尘污染。纯碱为粉末状物料,在投加过程中容易产生粉尘,若直接在开放环境中操作,会对车间环境和工人的健康造成不利影响。而该设备采用密闭式设计,通过管道和投加口将纯碱完全封闭在系统内部,有效防止了粉尘外泄。同时,设备还可配备除尘装置,进一步收集和处理少量逸出的粉尘,确保车间环境的清洁,符合现代工业生产的环保要求。设备的密闭式设计不仅减少了粉尘对环境的污染,还保护了操作人员的身体健康。在传统的纯碱投加过程中,工人长时间暴露在粉尘环境中,容易引发呼吸道疾病和其他健康问题。而粉剂料仓纯碱投加设备通过自动化和密闭化的操作,明显降低了工人接触粉尘的机会。此外,设备的环保性能还体现在其对资源的节约上。通过精确的投加控制,设备能够减少纯碱的浪费,降低生产成本,同时减少因粉尘排放导致的环境治理费用,为企业和环境带来了双重效益。纯碱投加系统能实现从物料储存到投加的全流程自动化操作,减少人工干预。浙江生化好氧池纯碱投加设备售后咨询
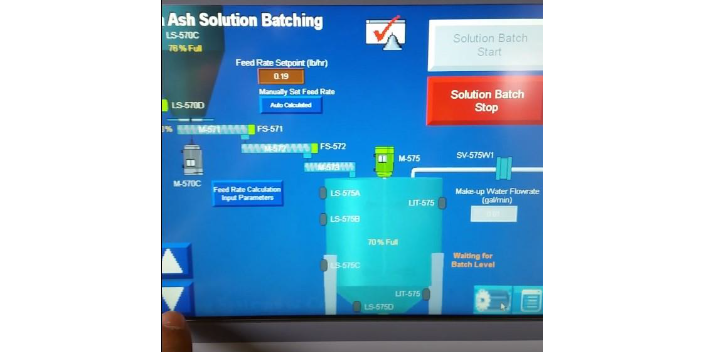
纯碱投加设备可与其他处理系统智能集成,提升整体处理流程的自动化水平。通过标准化的数据接口,设备能将实时的投加量、运行温度、能耗、故障预警等多项关键数据,以稳定的传输协议同步至中心控制系统。管理人员在中心监控平台上,就能通过直观的图表和数据展示,系统了解设备的运行状况,无需到现场逐一检查。当其他处理环节的设备根据自身运行状态发出协同请求时,纯碱投加设备能迅速响应,通过内部的联动程序调整自身的运行参数。例如,与过滤设备联动时,会根据过滤速度的实时变化自动调整投加节奏,使纯碱投加与过滤过程完美配合;与搅拌设备协同工作时,会依据搅拌强度的改变适当调整投加量,确保反应充分。这种智能集成能力,让整个处理系统形成一个高效联动的有机整体,大幅减少了人工干预的需求,明显提升了整体处理效率。黑龙江生化好氧池纯碱投加机器纯碱投加料仓能根据使用场景的需求量,提供不同规格的储料空间。
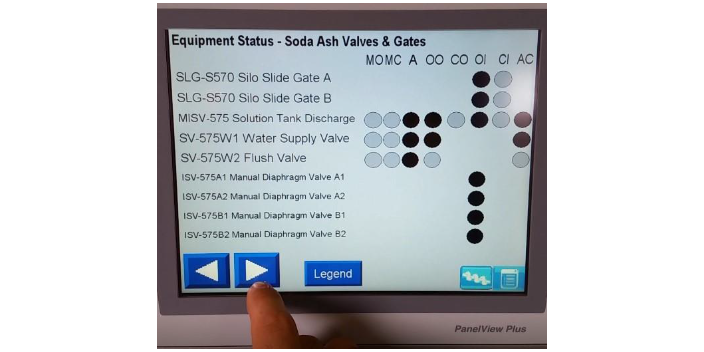
纯碱投加料仓配备了先进的自动化控制系统,实现了智能化操作。通过传感器和控制器的配合,设备能够实时监测料仓内的纯碱储量,并自动调整投加量,确保生产过程的连续性和稳定性。操作人员可以通过控制面板轻松设置投加参数,系统会根据预设值自动执行投加任务,减少了人工干预,提高了投加精度。此外,自动化控制系统还具备故障诊断功能,一旦检测到异常情况,如物料堵塞或传感器故障,系统会立即发出警报并停止投加,避免因设备故障而导致的生产中断,提高了设备的安全性和可靠性。
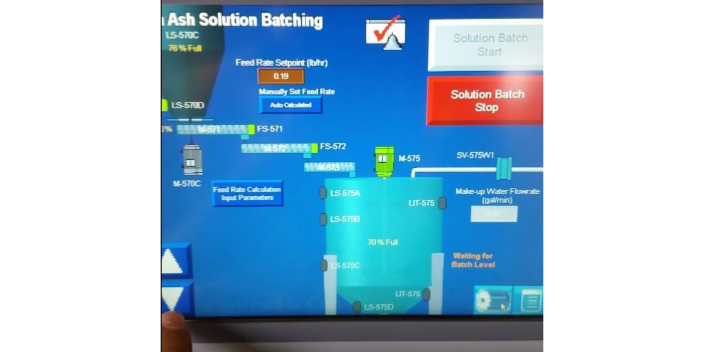
粉剂料仓纯碱投加设备可与其他处理系统实现智能联动,提升整体处理效率。设备配备了标准化的数据接口,能够顺畅接收来自前端原料供应系统的原料余量信号,以及后端处理设备的运行状态信号。控制系统会对这些信号进行综合分析,根据原料供应量的多少自动调整投加节奏,避免因原料不足导致投加中断,或因原料充足而投加过慢影响进度。同时,设备还能配合后端处理设备的运行状态,实时优化投加量,例如,当后端处理设备的运行速度加快,处理量增大时,设备会自动增加纯碱的投加量;当后端处理速度减慢,处理量减少时,则相应降低投加量,使整个处理流程中的各个环节都能紧密配合,运行更加协调高效。纯碱投加料仓在设计上具有良好的兼容性,能够与多种投加系统和生产设备无缝对接。
纯碱投加溶解系统在运行中能降低对环境的不良影响,符合环保要求。系统的溶解槽、管道接口等部位采用密封性能良好的设计,连接处使用高质量密封材料,确保在溶解过程中产生的少量挥发性物质被有效封闭在系统内部,不会随意扩散到周围空气中,避免对操作环境和大气造成污染。溶解槽在定期清洗过程中产生的废水,系统会引导至专门的回收处理装置,经过简单的过滤、中和等处理后,可重新作为溶剂循环利用,大幅减少了废水排放量。此外,系统的主要结构部件选用可回收的环保材料制作,这些材料在设备达到使用寿命后,经过拆解处理能被重新利用,减少了废弃物的产生量,降低了对环境的负担,从运行到报废的全生命周期都体现了环保理念。纯碱投加料仓的密封性能至关重要,因为它直接关系到操作人员的安全和环境的保护。浙江生化好氧池纯碱投加设备售后咨询
粉剂料仓纯碱投加设备的结构设计便于在不同场地进行安装部署。浙江生化好氧池纯碱投加设备售后咨询
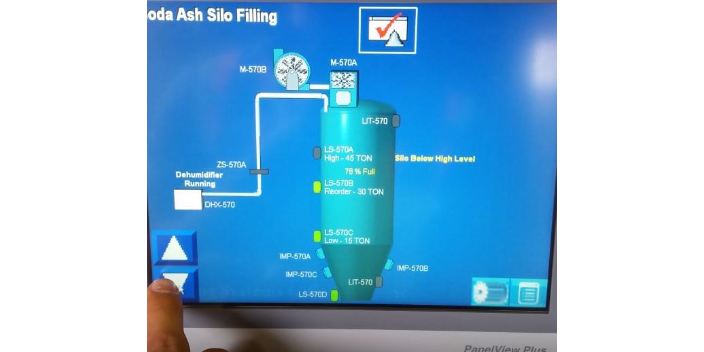
储料仓纯碱投加系统体现了现代工业的智能化发展趋势。随着科技的不断进步,储料仓投加系统逐渐引入了先进的传感器技术、自动化控制技术和数据采集系统。通过这些技术的应用,投加系统可以实时监测纯碱的存储量、投加量、投加速度等关键参数,并将数据传输到中心控制系统。操作人员可以通过电脑或移动设备远程监控投加过程,实现智能化管理。此外,系统还可以根据采集到的数据进行数据分析和预测,为生产决策提供科学依据。智能化的储料仓纯碱投加系统不仅提高了生产的自动化水平,还为企业提升了生产效率和管理水平。浙江生化好氧池纯碱投加设备售后咨询