PPS注塑磁的生产工艺需重点关注高温成型特性与磁性能稳定性,重心流程分为三步。一步原料预处理:按65%-85%的磁性粉末占比(铁氧体或钕铁硼),将磁粉、PPS树脂颗粒及少量偶联剂、润滑剂混合,通过双螺杆挤出机加热熔融(温度控制在300-330℃),充分混炼制成均匀的复合颗粒,过程中需严格控制温度,避...
注塑磁基本参数
- 品牌
- ABM磁
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 深圳市
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
注塑磁企业商机
PPS注塑磁的生产工艺需重点关注高温成型特性与磁性能稳定性,重心流程分为三步。一步原料预处理:按65%-85%的磁性粉末占比(铁氧体或钕铁硼),将磁粉、PPS树脂颗粒及少量偶联剂、润滑剂混合,通过双螺杆挤出机加热熔融(温度控制在300-330℃),充分混炼制成均匀的复合颗粒,过程中需严格控制温度,避免PPS树脂过热降解。第二步注塑成型:将复合颗粒投入特用高温注塑机,加热至310-340℃使其熔融,以90-130MPa的压力注入高精度模具(模具温度需维持在120-150℃,确保PPS树脂充分结晶),模具型腔需匹配产品设计的磁极分布、轴孔、槽型等细节,冷却后取出毛坯。第三步后处理:先对毛坯进行去毛刺、修边处理,去除注塑产生的边角料;再通过充磁机按设计要求(如4极、8极)充磁,充磁电流根据磁粉类型调整(钕铁硼磁粉需更高电流);结尾检测尺寸精度(如轴孔直径公差±0.02mm)、磁性能(表面磁场强度、磁通量)及耐高温性(180℃保温2小时后磁性能衰减率≤3%),合格后方为成品。注塑磁的应用范围涵盖电子、汽车及家电等多个行业领域。粘接注塑磁环批发价格

PPS注塑磁在使用与维护过程中,需关注多项要点,以保障其长期稳定运行,延长使用寿命。一是严格控制工作温度,虽PPS注塑磁耐高温,但长期超温(如超过200℃)仍会导致磁粉退磁、基体老化,使用时需通过温度传感器监测设备运行温度,发现超温立即停机冷却,避免不可逆损坏。二是避免剧烈冲击与过载,虽PPS注塑磁强度高,但长期剧烈冲击(如设备摔落、碰撞)可能导致磁极错位、结构开裂,过载运行则会增加磁损耗,加速部件老化,需确保设备安装稳固,避免超出额定载荷运行。三是做好防腐防护,虽耐腐蚀性好,但长期接触强腐蚀介质(如浓硝酸、强碱)仍会影响性能,在化工环境中使用时,需定期检查部件表面是否有腐蚀痕迹,必要时加装防护涂层或密封罩。四是故障处理与更换,若设备出现电机卡顿、噪音增大、输出转矩下降,可能是PPS注塑磁损坏(如磁性能衰减、结构开裂),需由专业人员拆解检查,更换时需匹配原产品的磁粉类型、磁极数量、尺寸参数,避免型号不符导致设备性能异常,更换后需进行耐高温测试,确保适配设备工作环境。钐铁氮水泵转子磁转子铁氧体磁粉的加入,使部分注塑磁在成本与性能之间取得合理平衡。

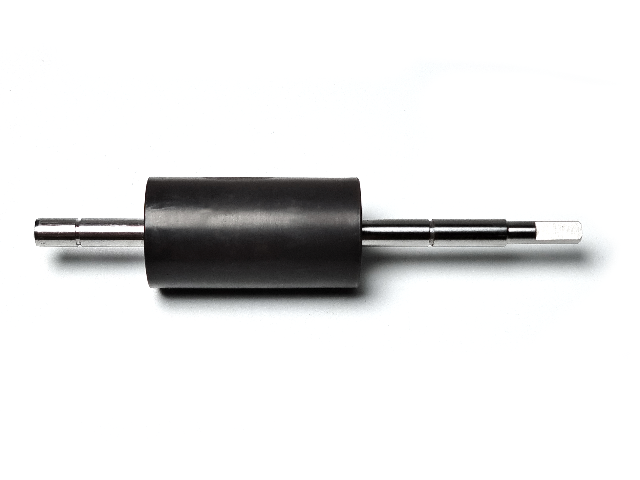
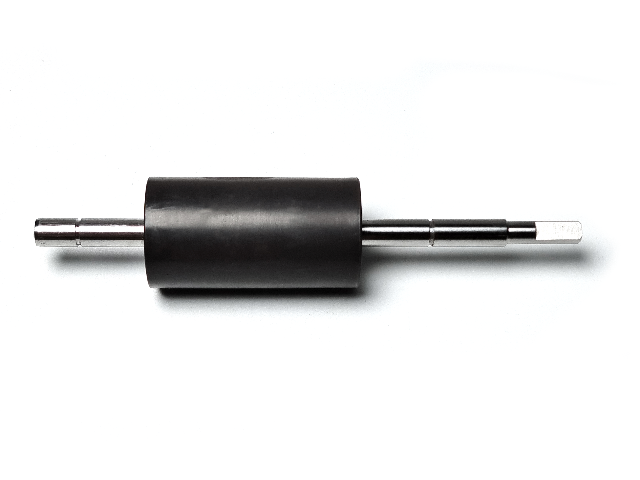
磁性转子根据磁性材料形态与基体结构,可分为三大主流类型,各类型结构差异明显,适配不同应用场景。一种是烧结磁钢粘贴式转子,由金属基体(如铸铁、硅钢片叠压体)与烧结磁钢(铁氧体或钕铁硼)组成,通过粘结剂或机械镶嵌将磁钢固定在基体表面,结构简单、磁性能稳定,适配中高功率电机(如工业水泵电机),但存在磁钢脱落风险,需定期检查粘结强度。第二种是注塑磁性转子,采用注塑工艺将磁性粉末(磁粉占比60%-85%)与高分子基体(尼龙、PPS)复合成型,实现磁性层与基体的一体化,可直接制成带轴孔、槽型的复杂结构,无需后续组装,重量轻、密封性好,适合小型电机(如家电风扇电机、汽车微电机),但磁性能略低于烧结磁钢转子。第三种是永磁同步转子,内置永磁体(多为钕铁硼磁钢),采用内置式结构将磁钢嵌入转子铁芯内部,避免高速旋转时磁钢因离心力脱落,磁性能强、转矩大,适配高转速、高功率电机(如新能源汽车驱动电机),但制造成本较高,加工难度大。
相较于传统烧结磁钢转子(磁钢粘贴/镶嵌在金属基体上),转子注塑磁具备明显性能优势,适配特定应用场景。一是制造成本更低,一体化注塑减少了磁钢切割、粘贴、平衡校正等工序,生产效率提升50%以上,单件成本降低20%-30%,适用于批量生产的小型电机(如家电电机、汽车微电机);二是结构灵活性更高,可注塑出复杂异形结构(如带斜槽的转子、一体化轴套转子),传统工艺难以实现,适配精密传感器、微型医疗器械等对结构有特殊要求的场景;三是运行稳定性更好,无磁钢脱落风险(传统粘贴式磁钢在高速旋转时易因离心力脱落),且高分子基体的缓冲作用可减少振动,适用于高转速电机(如10000r/min以上的风机电机);四是耐环境性更强,高分子基体隔绝磁粉与外界接触,耐潮湿、耐弱腐蚀,适用于洗衣机电机、水泵电机等潮湿环境场景。但其磁性能低于高牌号烧结磁钢,不适用于对磁强要求极高的重型电机。在电子电器领域,注塑磁常被应用于微型电机与传感器组件中,为设备运行提供可靠的磁场支持。
尼龙注塑磁是一种以尼龙为高分子基体,混合磁性粉末经注塑成型的功能性部件,重心功能是通过磁性实现动力传递或磁场作用,普遍应用于各类小型电机、传感器及自动化设备中。其重心构成包含两部分关键材料:一是磁性粉末,主流为铁氧体磁粉或钕铁硼磁粉,铁氧体磁粉成本较低、耐温性较好,适用于中低磁性需求场景,钕铁硼磁粉磁性更强,适配对动力要求较高的设备;二是尼龙基体,通常选用尼龙6或尼龙66,具备良好的可塑性、韧性与耐腐蚀性,作为载体将磁性粉末均匀包裹并固定,形成稳定的结构形态。此外,会添加少量偶联剂与润滑剂,偶联剂增强磁性粉末与尼龙的结合力,润滑剂提升注塑过程中材料的流动性,确保成型质量。注塑磁的成型过程具备批量生产优势,适合规模化制造需求。钐铁氮水泵转子磁转子
ABS材料的加入,使部分注塑磁在加工与外观表现方面更具灵活性。粘接注塑磁环批发价格
在水泵铁氧体的安装与使用过程中,需关注多项注意事项,以确保水泵稳定运行,延长铁氧体部件寿命。安装时,首先需确保铁氧体转子与电机转轴的同轴度(偏差≤0.1mm),若同轴度不佳,会导致转子旋转时偏心,增加摩擦损耗,甚至引发电机噪音与铁氧体开裂;其次,安装烧结铁氧体磁钢时,需使用适配的粘结剂(如环氧胶)固定,粘结前需清洁磁钢与转子铁芯表面油污、灰尘,确保粘结牢固,避免水泵运行时磁钢脱落;结尾,安装后需检查铁氧体与定子线圈的间隙(通常为0.5-1mm),间隙过大则磁损耗增加,导致水泵电机效率下降,间隙过小则可能出现转子与定子摩擦,损坏铁氧体。使用时,需避免水泵干运行(无液体输送时运行),干运行会导致电机温度骤升,超过铁氧体耐温上限(150℃),引发磁性能衰减;同时需定期检查水泵密封状况,防止水渗入电机内部接触铁氧体,虽铁氧体耐潮湿,但长期浸泡仍可能影响粘结剂性能,导致磁钢松动;此外,若水泵出现转速下降、流量减少,需及时检查铁氧体磁性能,若磁强衰减超过20%,需更换新的铁氧体部件。粘接注塑磁环批发价格
与注塑磁相关的文章
粘接注塑磁环批发价格
- 方块注塑铁氧体批发 2026-03-19
- 破壁机用注塑磁水泵转子多少钱 2026-03-18
- 钕铁硼转子注塑磁厂家电话 2026-03-18
- 弧形磁性转子批发厂家 2026-03-18
- 扇叶PPS注塑磁批发厂家 2026-03-18
- 圆柱水泵转子磁转子批发厂家 2026-03-18
- 家电用注塑磁转子报价 2026-03-18
- 轴承组装注塑电子磁转子批发 2026-03-18
- 瓦形注塑铁氧体售价 2026-03-18
- 破壁机用水泵磁铁厂家电话 2026-03-17
- 洗衣机用注磁转子 2026-03-17
- 无人机用水泵磁铁转子供应商 2026-03-17
与注塑磁相关的产品


与注塑磁相关的新闻
-
空调用尼龙注塑磁 2026-03-15 14:02:52永磁塑磁转子因其优异的综合性能,被广泛应用于多个行业。在消费电子领域,如手机振动马达及小型风扇电机,它以体积小、性能稳为特点,为设备提供高效驱动力,并满足轻薄化与低噪声的需求。在家电设备中,包括洗衣机驱动电机、空调压缩机电机等,塑磁转子能够适应多变的运行环境与负载工况,保障长期可靠运转。同时,在汽车...
-
发电机用注塑磁铁水泵转子批发厂家 2026-03-15 12:04:39当设备中的转子注塑磁出现故障时,需遵循规范的处理流程。从故障识别来看,转子注塑磁损坏通常表现为设备停转、运转卡顿或噪音骤增,此时应避免自行拆解,需由专业维修人员进行检测,明确故障原因后再开展更换操作。从更换要求来看,需严格匹配转子型号,如同更换灯泡需对应瓦数,转子注塑磁需依据设备电机的轴孔尺寸、磁性...
-
耐高温电机注塑磁转子报价 2026-03-14 04:04:59转子注塑磁的注塑成型工艺需严格控制各环节参数,确保产品质量稳定。首先是原料预处理,磁粉易吸潮,需在80-120℃下干燥2-4小时,去除水分,避免成型时产生气泡;磁粉与基体混合采用双螺杆挤出机,控制螺杆转速300-500r/min、挤出温度(尼龙6为220-240℃,PPS为300-320℃),确保混...
-
弧形注塑钕铁硼多少钱 2026-03-14 06:04:40当设备中的转子注塑磁出现故障时,需遵循规范的处理流程。从故障识别来看,转子注塑磁损坏通常表现为设备停转、运转卡顿或噪音骤增,此时应避免自行拆解,需由专业维修人员进行检测,明确故障原因后再开展更换操作。从更换要求来看,需严格匹配转子型号,如同更换灯泡需对应瓦数,转子注塑磁需依据设备电机的轴孔尺寸、磁性...
与注塑磁相关的问题
新闻资讯
产品推荐
-
家电用注塑磁转子报价
2026-03-18 -

轴承组装注塑电子磁转子批发
2026-03-18 -

瓦形注塑铁氧体售价
2026-03-18 -
贵州方块磁性过滤器多少钱
2026-03-17 -
耐温150度以上扇子铁生产厂家
2026-03-17 -
破壁机用水泵磁铁厂家电话
2026-03-17 -
洗衣机用注磁转子
2026-03-17 -

无人机用水泵磁铁转子供应商
2026-03-17 -

镀派瑞林磁体批发厂家
2026-03-17