家电模具生产在家电模具生产中,适意90度翻模机解决了诸多难题。对于冰箱侧板模具这类大型模具(长度米,重量吨),传统翻转设备常因台面支撑不均导致中间部位下沉,造成模具型腔深度偏差。而适意90度翻模机的台面采用蜂窝状加强筋结构,每平方米可承受800kg的均匀载荷,翻转后的平面度误差控制在以内。某冰箱模具厂引入该设备后,侧板模具的成型尺寸一致性大幅提升,冰箱装配时的左右侧板间隙差明显减小,用户投诉率大幅下降。空调外壳模具多为薄壁结构,对翻转过程中的夹持力控制要求极高。适意90度翻模机的夹持装置配备压力传感器,可根据模具壁厚自动调整夹持力(5-20kN可调)。对于厚度亻又5mm的空调面板模具,夹持力能稳定在8kN,既避免了夹持过松导致的滑动,又防止过紧造成的型腔畸变。某空调企业使用该设备后,空调外壳的表面缩痕缺陷率大幅降低,注塑成型的生产效率明显提升。此外,对于需要多角度加工的洗衣机内筒模具,设备的翻转角度可在0-90度之间任意设定,操作员可通过触摸屏预设加工角度,无需反复调整,单套模具的加工时间大幅缩短。 厂家专属定制:90 度翻模机支持模具吊装轨道加宽、电磁磁盘分区锁模改造!揭阳90度翻模机厂家
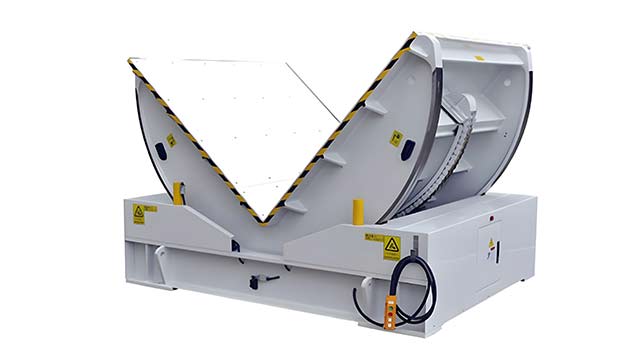
强大的动力与高效的翻转机制该翻模机的翻转动作采用双缸同步液压驱动,配合轻量化合金翻转架设计,动力强劲且运行平稳。以 5 吨重模具为例,其翻转时间可控制在 15 秒内,相比传统液压翻模机提速 60%。同时,通过预编程翻转路径,可一次性完成从 0° 到 90° 的连续翻转,中途无需停顿,单班可完成 80 次以上的模具翻转作业。在大型家电模具生产车间,这种高效性表现得尤为突出,如某冰箱模具厂引入适意 90 度翻模机后,日处理量明显提升,设备空闲时间减少。揭阳90度翻模机厂家定制化 90 度翻模机就选适意,可适配 5 - 50 吨模具,支持工作台面尺寸按需改造!
先进的节能技术适意 90 度翻模机在节能方面表现出色,采用了多项节能技术,使单位作业能耗较传统设备降低 40% 以上。其液压系统配备变量柱塞泵,能根据模具重量自动调节输出流量,有效减少液压油损耗。例如,翻转 3 吨模具时工作压力亻又为 12MPa,较传统定量泵系统减少 30% 的液压油消耗。电机采用 YE3 系列高效三相异步电机,额定效率达 94.5%,较普通电机节能 15%。实测数据显示,单台 5 吨级适意 90 度翻模机每天工作 8 小时,耗电量较同类传统设备大幅降低,年节电效果明显,折合电费节省可观。
环保型翻模机从源头践行绿色生产理念,采用无溶剂型材料适配系统,可兼容水性硅胶、植物基树脂等环保原料,减少传统油性材料挥发的 VOCs 排放,经检测排放浓度只为 15mg/m³,远低于国家 30mg/m³ 的限值标准。设备配备高效空气净化模块,通过活性炭吸附 + UV 光解双重处理,废气净化率达 98%。某工艺品厂使用后,车间刺激性气味明显减轻,环保检测费用每月节省 8000 元。此外,机身采用可回收铝合金材质,报废后材料回收率达 90%,生产过程中产生的废料经通道收集,可二次粉碎再利用,材料利用率提升至 95%,真正实现 “低排放、高循环” 的环保目标。适意机械自有 5000㎡厂房,90 度翻模机日产 10 台,支持批量定制急单!
在医疗器械模具生产中,适意90度翻模机的洁净设计与精密控制满足了行业的严苛要求。注射器模具、输液器模具等产品直接接触药液,对模具表面的洁净度要求极高(ISO8级洁净室标准)。适意90度翻模机的翻转台面采用电解抛光处理,表面粗糙度Ra≤μm,不易残留油污和杂质;同时,设备配备集成式吸尘器,翻转过程中可实时吸除模具表面的粉尘,粉尘浓度控制在³以下。某医疗模具企业在万级洁净车间使用该设备后,模具清洗工序的时间从30分钟缩短至10分钟,清洗剂消耗量减少60%。骨科植入物模具(如人工关节模具)的尺寸精度要求达到ISO2768-ht级,传统翻转设备难以满足其复杂曲面的加工需求。适意90度翻模机的五轴联动翻转功能,可实现模具绕X、Y轴的微调(±5°范围),配合接触式测头进行在线尺寸检测,确保模具型腔的曲面轮廓度误差≤。某植入物生产企业反馈,使用该设备后,人工关节模具的加工精度达到德国Liebherr同等水平,产品通过CE认证的周期缩短3个月。此外,设备的所有与模具接触的部件均采用316L不锈钢材质,可耐受高温蒸汽灭菌(134℃,),满足医疗器械行业的灭菌要求——某生物制药模具厂通过该功能,实现了模具加工与灭菌的一体化作业,生产流程更符合GMP标准。 无中间商差价,厂家直销的适意 90 度平板翻模机,定制服务助您降低成本!揭阳90度翻模机厂家
专业团队一对一服务,量身定制适意 90 度平板翻模机,契合您的理想生产要求!揭阳90度翻模机厂家
齿轮齿条传动系统(模数 5,压力角 20°)需每季度检查啮合间隙,用塞尺测量齿侧间隙,标准值为 0.15~0.25mm,超过 0.3mm 需调整齿条张紧度。调整时松开固定螺栓,用张紧油缸施加预紧力(约 5kN),使齿条与齿轮紧密啮合,再紧固螺栓(扭矩 80N・m)。某精密模具厂未及时调整齿轮间隙,导致翻转时出现 “齿跳” 现象,角度波动达 0.08°。调整间隙后涂抹极压齿轮油(如美孚 600XP150),每周用油枪加注一次,确保啮合面充分润滑,减少齿面磨损。若发现齿面有点蚀或裂纹,需立即更换齿轮齿条(材料 20CrMnTi,渗碳层深度 0.8~1.2mm)。揭阳90度翻模机厂家