制造精度对同步性的影响:1.齿形误差(ff):影响啮合线连续性,需控制在5μm以内;2.齿向误差(Fβ):导致载荷分布不均,需通过磨齿工艺控制在8μm以内;3.周节累积误差(Fp):影响传动比稳定性,全齿圈误差需<15μm。(二)安装与调整技术1.轴向定位调整,通过轴承端盖与泵体间的垫片(厚度0.01~0.1mm)调整齿轮轴向间隙,确保转子与泵腔的轴向密封;2.中心距校准,采用精密量棒与千分表测量齿轮副中心距,偏差超过±0.03mm时需修正轴承座安装面;热装工艺:齿轮与轴采用过盈配合(过盈量0.01~0.03mm),加热齿轮至120℃套装,避免装配偏心。3.侧隙优化方法,动态侧隙检测:通过百分表撬动齿轮,实测侧隙需符合设计值(如0.08~0.12mm);误差补偿:当侧隙不足时,可通过研磨齿面或更换偏心轴套调整。淄博干式真空是以科研、生产、销售为一体的真空设备生产厂家。浙江干式真空泵批发
在调整转子间隙时,通常采用塞尺、千分表等测量工具,对转子间的径向间隙和轴向间隙进行测量和调整。通过调整轴承的位置、垫片的厚度等方式,将转子间的间隙调整到设计值范围内。调试过程中,还需对真空泵进行空载试运行和负载试运行,观察转子的运行情况和间隙变化情况,如有异常,及时进行调整,确保转子间的间隙在运行过程中始终保持合理状态。螺杆真空泵在运行过程中,由于受到振动、温度变化、气体腐蚀等因素的影响,转子间的间隙可能会发生变化。因此,在运行维护阶段,需要建立完善的监测机制,定期对转子间的间隙进行检测。可以采用非接触式的测量方法,如激光测距仪、超声波测量仪等,对转子间的间隙进行在线监测,实时掌握间隙的变化情况。天津等螺距杆真空泵定做淄博干式真空将设计制作出更多,更具前瞻性的产品,满足社会需求。

一般情况下,采用非对称型线螺杆转子的螺杆真空泵极限真空度可以达到10⁻³Pa甚至更低,而对称型线螺杆转子的螺杆真空泵极限真空度通常在10⁻¹Pa左右。由于对称型线螺杆转子的抽气效率较低,为了达到相同的抽气效果,需要消耗更多的能量。相比之下,非对称型线螺杆转子凭借其高效的抽气性能,在实现相同抽气任务时,能够降低能耗。从长期运行成本来看,采用非对称型线螺杆转子的螺杆真空泵在能耗方面具有明显优势,能够为企业节省大量的运行费用。多头螺杆转子由于其多个螺旋槽的结构特点,在相同的螺杆尺寸和转速下,能够提供更大的气体流通面积和气体容积变化量,从而显著提高螺杆真空泵的抽气速度。单头螺杆转子的气体流通面积和容积变化量相对较小,抽气速度较慢。
泵体温度过高:螺杆真空泵运行时,泵体表面温度超出正常工作范围(一般超过80℃),甚至出现烫手现象。高温会加速泵体内部零部件的老化和磨损,降低密封件的性能,增加泄漏风险,严重时可能导致转子卡死,使设备无法正常运转。轴承温度过高:轴承部位是螺杆真空泵的关键部件之一,若轴承温度持续升高,超过其额定工作温度(通常为70-80℃),会造成轴承润滑不良、磨损加剧,进而引发设备振动和异常噪音,甚至导致轴承损坏,影响整个泵的运行稳定性。电机温度过高:电机作为螺杆真空泵的动力源,当温度过高(一般超过100℃)时,会使电机绝缘性能下降,增加电机烧毁的风险。同时,电机过热还会导致其输出功率降低,影响泵的抽气效率。淄博干式真空在同行业中处于技术专业地位。

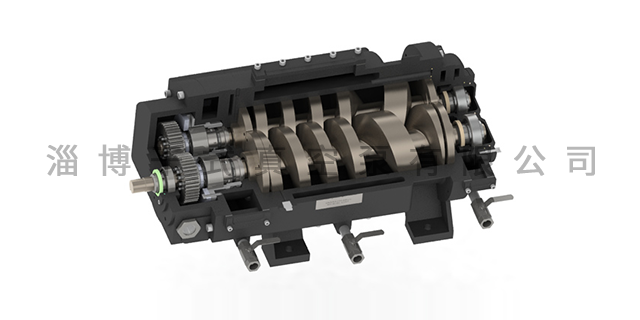
这些微小的间隙既要保证螺杆转子能够自由旋转,又要尽可能地减少气体泄漏,以维持真空泵的真空度和抽气效率。为了确保泵体内部的加工精度,通常采用高精度的数控机床进行加工,并经过多道精细的研磨和抛光工序,使内壁表面粗糙度达到极低的水平。此外,泵体上还设有吸气口和排气口,分别用于气体的吸入和排出。吸气口与被抽气体系统相连,排气口则与后续的气体处理设备或大气相通。在吸气口和排气口处,通常会安装法兰接口,以便与管道进行可靠连接。泵体上还会预留一些安装孔和连接部位,用于安装同步齿轮、轴承、密封装置等其他部件,确保整个真空泵系统的结构完整性和运行稳定性。淄博干式真空贯彻并践行“质量是生命,信誉是保证”的经营原则,确保高质量产品的同时,诚信服务客户。东营防腐螺杆真空泵定制
淄博干式真空以诚信为本,精益求精,不断创新为广大客户服务。浙江干式真空泵批发
泵体两端的轴封采用迷宫密封+气镇组合设计:迷宫密封,多层环形槽道配合氮气吹扫,阻止大气向真空侧泄漏,泄漏率≤10⁻⁸Pa·m³/s;气镇阀,在排气阶段引入少量气体,降低压缩比,避免水蒸气凝结导致的密封失效,尤其适用于处理含水蒸气的工艺(如真空干燥)。此外,排气背压需控制在100~200kPa(标准大气压附近),若背压过高(如排气管道堵塞),会导致压缩气体反流,极限真空度下降50%以上。螺杆泵运行时,转子摩擦与气体压缩产生热量,若温度升高10℃,转子热膨胀可使间隙减小10~15 μm,导致气体反流增加。浙江干式真空泵批发