由于设备管道的分布要求,经研究后仍然无法减少弯头的个数。通过图4修改后的管道三维模型图可以看到,通过局部调整管道走向使弯头之间的距离拉长,并采用45度弯头替代90度弯头,使流体方向的变化尽可能过度平稳,拟减少作用在弯头处的冲击力。对拟定的调整方案,重新进行应力分析。考虑到装置建设已基本完成,现场已处于调试阶段,因此拟定方案与动态分析结果所得的支架调整方案,均结合了项目建设现场的实际进度情况和施工难度,反复纠正,对支架的位置、数量、型式均作了相应的调整,并在所有支架位置加护板对管道进行补强。**终管道振动被控制在合理范围内。称重给料系统作业方案流程。鞍山称重给料系统代理商

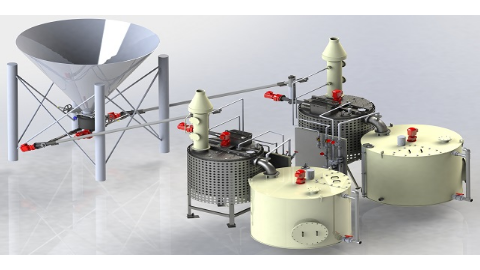
产品优点:该仓泵技术先进、结构新颖、性能稳定、运行可靠、自动化程度高、操作简单、维护检修少,运行综合成本低,规格齐全。有特殊要求可专门设计。上引式系统特点:该系统每台仓泵都配置齐全,PLC集控整个系统,操作简单,维护方便。1)气力输送仓泵输送系统的**设备QSB型输送泵。该泵结构新颖,设计先进,输送压力低、能耗低、磨损小、运行稳定、可靠,是中远距离上引式输送理想的进口替代产品。2)输送气源部分由于整个输送系统为中低压输送,故气源采用螺杆式空气压缩机。为了保证压缩空气品质在压缩机出口配置有复合式干燥机。气源设备一备一用保证系统可靠运行。3)输送管道及弯头由于整个采用中低压输送,输送直管道磨损相对小,采用普通厚壁无缝钢管即可。但弯头部分磨损量还是比较大,故采用耐磨陶瓷弯头延长使用周期保证系统可靠的运行。4)灰库部分灰库本体可根据用户要求,采用混凝土结构或钢结构,容积规格根据用户需求设计。为了处理输送过来的气量使气灰分离,在灰库顶装有脉布袋冲除尘器,灰库气化风系统。5)电气控制控制由PLC+上位机控制(或PLC+模拟屏)控制可实现现地远方全自动和手动控制,并有堵管自动吹堵控制。
多功能称重给料系统生产过程全自动配送化工粉料、颗粒料、耐火材料,饲料,食品粉料,油料等物料的自动配料计量。

设备开箱的注意事项。有些项目客户会要求售后服务人员到场一起参与开箱验收,那么开箱验收时应该注意哪些事项呢。首先,要将需要开箱验货的货物箱单准备好。箱单中货物包装件数和详细明细都要列出,这样拆箱时可以一一核对,避免出现实际货物与箱单对应不上的现象。其次,检查到货的货物外包装是否完好无损,有无淋雨潮湿或缺件的情况。例如,到场后发现缺件,应及时与送货物流或快递公司以及收货人联系,避免出现漏送或丢失货物的情况。然后,拆箱核对无误后,应根据现场的实际情况妥善保管。如开箱后马上安装,应将设备完好无损的运至安装现场,保证设备的完好。如开箱后需要再次确定具体安装时间,应将设备重新放置在包装木箱中,同时做好防雨防尘的工作,妥善保管在指定位置,并做好登记。防止长时间没有安装导致找不到设备的现象出现。
振动管道的支架设置,直接影响到整个管系的运行是否稳定和安全,合理的设置将有利于吸收和缓解管道的振动,减少振动对管道及设备的影响。首先应优先刚性支架,刚性支架刚度较大,在垂直方向上有很好的约束。其次应避免采用弹簧支架,弹簧支架刚度小,抗振动能力差,对振动基本没有约束。根据动态分析结果,在振幅较大位置应设置减振支架或阻尼支架,在振动方向上对其进行约束,能够有效地控制管道的振动。以某气相聚丙烯装置粉末输送线为例,根据动态分析后的结果,在要求位置设置阻尼支架进行约束。从图中可以看到,减振支架基本均位于弯头前后部,为减轻脉动冲击荷载对管道及支架的破坏,同时又不影响管道的自然膨胀,该设计采用了阻尼支架,以分担支架受力并有效起到约束作用,防止管道振动过大造成破坏。对于沿脱气仓框架爬升的垂直管道,垂直距离较长约40m,受弯头位置产生冲击力的影响,管道振动会被放大,因此在管线穿越框架楼板时选用导向架进行四个方向的限位,间隙应控制在1mm。一般情况下,配料精度是可以达到0.5%-1%的,所以请放心,这些精度可以达到98%以上客户的要求。

设备维护时个人防护用品重要性。设备运行或者维护时,需要对其进行巡视或者检修。在这个过程中现场工作人员应注意穿戴好个人防护劳保用品。例如:安全绳。工作人员在进行高空作业时,必须严格遵守标准的操作要求进行施工,并佩戴安全防护用具,做好高空作业安全防护措施。安全绳可以说是高空作业时工人的“生命绳”,虽然作业人员还会佩戴安全帽等其他防护用具,但是归根结底作业人员的生命是拴在安全绳上的。安全绳通常与护腰式安全带配合使用,因此选择正规的安全绳是非常有必要的。在使用安全带前,使用者要检查各部件是否损坏并及时进行维护。安全带的腰带应该系在臀围较宽处,靠近腰骨,保持腰部紧绑状态。防止人体从腰带滑落或损害腰部,围栏和安全绳应牢固地固定在上部实心构件上。工件的尺寸,安全绳的长度,应能保持在工作活动范围内,并可以灵活调节。高空作业,因条件限制,需要将安全带系在较低位置并要与保险杠一起使用,以减少人体坠落的影响。维修称重给料系统的方法?品质称重给料系统定量投加
称重给料系统质量怎么样?鞍山称重给料系统代理商
HZS25、HZS35、HZS50、HZS75搅拌站:通过制动电机尾部的大螺母进行调整,如图1所示。首先拆下电机后罩壳,将大螺母与风扇制动器之间的锁紧用内六角螺钉拆下,旋紧大螺母至极限位置,然后倒转一圈,***将锁紧螺钉拧紧即可。
HZS50B、HZS75A、HZS100、HZS150、HZS180搅拌站:通过制动电机尾部进行调整,参见图2所示。
(2)刹车制动气隙的调整
当制动摩擦片磨损,制动气隙增大时,会产生制动器不能吸合的现象,导致电机堵转,造成电机烧毁,因此必须定期检测制动气隙。当制动气隙大于6mm时,按下列步骤进行调整:
松开螺母1、螺母2,调整制动线圈的位置,保证制动气隙为0.1~0.2mm,并保证整个圆周上制动气隙均在这个范围内,然后旋紧螺母1、螺母2即可。
(3)刹车制动力矩大小的调整
将螺母3旋松,通过旋紧螺母4,压缩制动弹簧来增大制动力矩,制动力矩不能调整的太大,太大了会引起制动器打不开。通过旋松螺母4,放松制动弹簧,来减少制动力矩,将螺母3旋紧。
鞍山称重给料系统代理商