- 品牌
- 无锡欧驰
- 型号
- HSC-2000
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
晶间腐蚀,安装方法,腐蚀机台安装:将支撑杆固定在机台上,螺纹旋紧。在将十字架与烧瓶夹及传感器放置架固定在支撑杆上。放置烧瓶放在加热器上,调整好烧瓶夹位置,然后固定好烧瓶。然后将冷凝器插入烧瓶上口,调整好烧瓶夹位置将其固定。连接冷凝器的进出水管,进水管一端连接在进水阀门上,另一端连接在冷凝器下端接口,排水管一端连接在排水阀对应的接头上,另一端连接至冷凝器上端接口,管路连接可靠,排布好看,进水管应留长,避免取烧瓶时不能移动冷凝器。安装主进水管和排水管,先将排水管固定到排水接口,拧紧管箍,在将进水管固定到进水接口,另一端固定到水龙头。(可选择接头和4分接口接头);然后通水,检测是否有漏水,若有及时处理。电解抛光腐蚀,直流0~100V / 0~6A,电流/电压值可定制。宁波低倍组织热酸蚀腐蚀按钮操作

低倍组织热腐蚀,故障排除
|
故障问题 |
故障原因 |
|
电源开关按下不通电 |
断路器跳闸或者电源按钮开关损坏 |
|
开机温度显示326.7 |
温度传感器接触不良或者损坏,需要更换传感器。 |
|
开机温度显示0, |
系统初始化不成功,进入隐藏控件进行初始化操作。 |
|
加热温度不变化 |
加热器损坏,或者导线接触不良。 |
重要提示:当加热功能开启后只能用停止功能停止加热,如果没有操作停止功能会一直处于保温状态,为了节俭能源和设备使用寿命,所以建议在不需要新操作时停止处于待机状态或者直接关闭电源。 吉林金属抛光腐蚀多少钱一台低倍加热腐蚀尺寸多样性,完全可以按照客户要求定制。

电解抛光腐蚀,显示钢的显微组织的电解浸蚀剂及电解抛光液表
|
浸蚀剂名称及成分 |
使用方法 |
适用范围 |
|
|
冰醋酸铬酸溶液: 冰醋酸 775亳升 铬酸酐 75克 铬酸钠 150克 |
10分钟以上,电压40~45伏,搅动溶液使其保持在30。C以下。作用较慢,但较安全。 |
抛光铜和铁效果很好。 |
|
|
醋酸及冰醋酸溶液: 醋酐 765亳升 过氯酸(65%)185亳升 水 50亳升 用电解法溶入铝0.5% |
使用电流密度4~6安/厘米),使用电压50伏,浸蚀时间4~5分钟。溶液配制后放置24小时后方可使用,使用温度应低于30。C,以免引起炸裂。 |
适用于抛光钢和铁以不含8%的 |
|
低倍组织加热腐蚀,解决所述问题的基本技术方案:一种检验钢的低倍组织及缺陷热、冷酸侵蚀装置,以及操作过程中该装置对操作员安全保护;用耐酸材料(PP材料)的储液槽通过电加热使酸液保持恒温环境状态进行钢的低倍组织及缺陷热、冷酸侵蚀。通过循环储液装置可以防护酸液对操作员更换酸液和放取样品时酸液飞溅带来身体的危害;采用触摸屏人机交互,在硬件结构确定的前提下,通过软件实现具体功能,扩展性好,能很快满足用户特殊需求。电解抛光腐蚀,温度随时间变化的曲线。

电解抛光腐蚀,贵金属及其合金电解浸蚀剂和电解抛光液表
|
浸蚀剂名称及成分 |
使用方法 |
适用范围 |
|
氯化钾过饱和 过溶液 400亳升 盐酸 几滴 |
直流电电流密度0.07~0.09安/厘米2 阳极:不锈钢 电解+机械联合抛光法, 时间2~3分钟 |
纯金的电解抛光和电解浸蚀。 |
|
硫脲 8~10克 硫酸 12亳升 乙酸 40亳升 |
直流电: 10~15伏 温度: 常温 时间: 10~60秒 |
金基合金的电解浸蚀。
|
|
硫代硫酸钠 20克 水 400亳升 |
直流电:0.8~1安/厘米2 阳极:不锈钢 电解+机械抛光法,时间0.5~1.5分钟 |
银及其合金的电解抛光。调节电流密度可用于银基合金的电解浸蚀 |
晶间腐蚀,是一种很危险的腐蚀。本仪器是用于评价材料的晶间腐蚀性能的仪器。吉林金属抛光腐蚀多少钱一台
晶间腐蚀,触摸屏操作,直观简单方便操作。宁波低倍组织热酸蚀腐蚀按钮操作
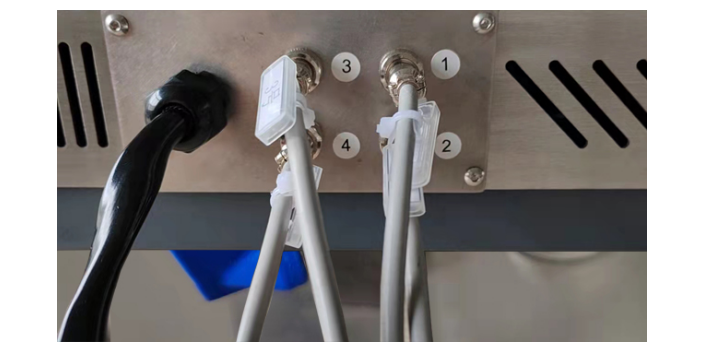
晶间腐蚀操作主意事项,管道:进出水管一定要连接好,如果使用冷水机根据水管上的标识来连接,冷水机端锁紧好喉箍,如果连接反了会出现故障或容易让冷凝器上的水管脱落。乳胶管连接,乳胶管是连接与冷凝器的进水和出水端,下端为进水上端为排水,这样冷凝效果比较好。初次连接的时候可以将管的端部沾一点水,这样容易连接到宝塔接头上,一定要连接到宝塔接头底部这样在使用过程中不容易脱落(因为接头的外径大于管的内径如果没有沾水很难套上)。乳胶管应留长一些,一是方便上下移动冷凝管,短了不方便操作烧瓶的安装与拆卸,二是乳胶管在使用的时候头部容易老化,所以在使用的时候一定要注意,发现有问题可以剪掉老化的部分(特别是使用冷水机,冷水机温度不能设置得太低,后面会说明),乳胶管应避免搭在加热器上方,这样同样会加快乳胶管老化,多于的可以搭在十字夹或者冷凝管夹上往后。宁波低倍组织热酸蚀腐蚀按钮操作

电解抛光腐蚀,显示钢的显微组织的电解浸蚀剂及电解抛光液表 浸蚀剂名称及成分 使用方法 适用范围 混合酸水溶液: 磷酸 90亳升 硝酸 8亳升 水 ...
- 无锡晶间腐蚀制造厂商 2024-03-11
- 金相电解腐蚀公司 2024-03-11
- 苏州钢的检验腐蚀厂家批发 2024-03-11
- 河南低倍加热腐蚀制样设备厂家 2024-03-10
- 上海金属抛光腐蚀多少钱一台 2024-03-10
- 昆山盐酸腐蚀制造厂商 2024-03-09
- 河北低倍加热腐蚀经济实用 2024-03-09
- 吉林金属抛光腐蚀品牌有哪些 2024-03-09
- 云南低倍组织热酸蚀腐蚀品牌有哪些 2024-03-08
- 昆山电解抛光腐蚀品牌好 2024-03-08

- 吉林试验设备腐蚀哪个牌子好 2024-03-07
- 宁波低倍组织热酸蚀腐蚀按钮操作 2024-03-07
- 杭州电解抛光腐蚀源头厂家 2024-03-07
- 重庆试验设备腐蚀 2024-03-06
- 上海低倍加热腐蚀制样设备厂家 2024-03-06
- 浙江晶间腐蚀源头厂家 2024-03-06






- 云南三角夹白色黑色透明金相镶嵌样品夹经济实惠 11-23
- 安徽金相防粘盘金相转换盘源头厂家 11-23
- 浙江PCB金相切片实验模具金相镶嵌模什么材质 11-23
- 四川不锈钢腐蚀设备晶间腐蚀仪品牌好 11-23
- 广东金属材料金相切割片生产企业 11-23
- 辽宁透明圆形卷状金相镶嵌样品夹什么材质 11-23
- 北京碳化硅金相砂纸厂家直销 11-22
- 广东金相抛光剂替代进口 11-22
- 江苏金相切割液源头厂家 11-22
- 广东酸雾中和处理通风系统制造厂商 11-22