影像测量仪是一种新兴的精密几何量测量仪器。随着技术的发展,已经成为精密几何量测量中常用的测量仪器之一。影像测量仪利用影像测头采集工件的影像,通过数位图像处理技术提取各种复杂形状工件表面的座标点,再利用座标变换和资料处理技术转换成座标测量空间中的各种几何要素,从而计算得到被测工件的实际尺寸、形状和相互位置关系。经过不断的发展,影像测量仪的应用范围不断扩大,可以对各种复杂的工件轮廓和表面形状进行精密测量。现在,影像测量仪的测量物件包括电子零配件、精密模具、冲压件、PCB板、螺纹、齿轮、成形刀具等各类工件,逐渐进入到电子、机械、仪表、钟表、轻工、、航太航空等行业,成为高等院校、研究所、计量技术机构的实验室、计量室以及生产车间常用的精密测量仪器。如今,我们主要讨论的是影像测量仪在模具行业的应用。影像测量仪可以记录用户程序、编辑指令、教导执行;淮南影像测量仪询问

坐标测量机是随着计算机技术发展起来的现代化几何量测量设备,其特点是通过机械方法构成三维实体坐标系,以探头探测被测样品表面点,获得点的坐标值。以被测样品表面点集的坐标计算样品在空间的位置和几何特性。为了适应不同的需要,许多不同原理的坐标测量机探头得到开发。探头根据测量方法分为接触式探头和非接触式(光学)探头。光学探头中又分为一维光学探头和二维光学探头(影像探头)。影像探头采用光学成像系统和图像分析软件,利用图像提取被测样品表面边界点的坐标集,计算各种参数。影像探头坐标测量机与传统光学仪器的主要差别在于,传统光学仪器需要调整被测样品的测量线对准仪器基准进行测量。例如:测量圆的直径,传统光学仪器利用Y轴示值找到圆在X轴方向的直径位置,测量圆的直径。而影像探头坐标测量机则可以在圆周上任意采样n个点坐标,计算圆的直径和中心坐标。北京影像测量仪安装上海众多高性能影像测量仪选上海茂鑫。

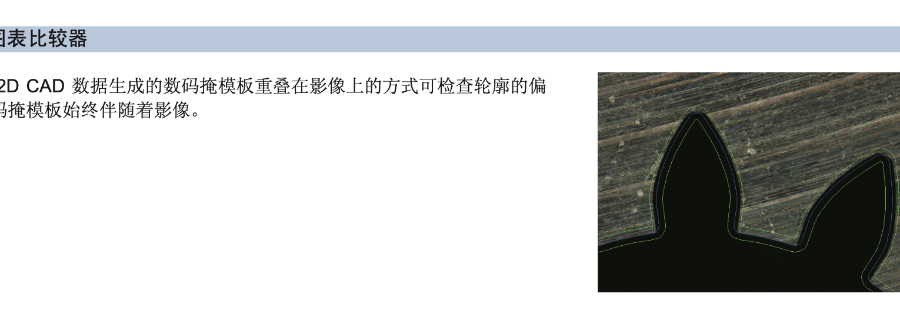
全自动影像测量仪常见故障的排除方法:全自动影像测量仪是建立在CCD数位影像的基础上,依托于计算机屏幕测量技术和空间几何运算的强大软件能力而产生的。计算机在安装上控制与图形测量软件后,变成了具有软件灵魂的测量大脑,是整个设备的主体。全自动影像测量仪能快速读取光学尺的位移数值,通过建立在空间几何基础上的软件模块运算,瞬间得出所要的结果;并在屏幕上产生图形,供操作员进行图影对照,从而能够直观地分辨测量结果可能存在的偏差。
茂鑫影像测量仪的优点性1、影像测量仪摄像镜头变大倍数可从20几倍调至180几倍等,假如投影仪想改变大倍数却要一个一个摄像镜头去换且要买许多的摄像镜头2、可把影像输出到电子计算机选用手机软件测绘工程存盘。可开展照相、复印、储存。3、可检验被测物块的上表层的埋孔、管沟等规格。可清晰地见到产品工件表层上图像和色调。4、投影仪能够测量的产品工件影像仪所有能够测,但影像仪能够测量的产品工件投影仪大多数不能测。5:全自动款的还能够完成程序编写全自动跑程序流程测量。上海茂鑫精确测量影像测量仪-更具性价比的影像测量仪。

如何提高角度测量精度,一直以来是二维测量仪器难以攻克的难关。现在市场上流行的二维测量仪器关于角度测量的方法基本有两种,一种是切线法,一种是采点计算法。切线法是指人工旋转屏幕上或者镜头内刻线,分别对准工件两条边线,通过编码器或者圆光栅计数来测量角度的方法。这种方法又分为两种,投影切线法,如投影仪,工具显微镜等,和影像切线法,如影像仪,带视频功能的工具显微镜,依靠软件自带的米字线旋转测量。切线法操作方便简单,但是测量精读低,适合快速批量检测,如果被测件角度精读要求较高,用另一种方法,采点计算法就比较适合了。所有的几何元素都是有点组成的,包括基本元素直线,曲线和圆弧。二维平面角度由基本几何元素两条直线组成,直线由无数的点组成。所以角度测量准确与否,采点是关键的。茂鑫供应影像测量仪欢迎来电咨询选购。徐州进口影像测量仪
影像测量仪可以多点测量点、线、圆、孤、椭圆、矩形,提高测量精度;淮南影像测量仪询问
影像测量仪的测量误差是指影像测量仪本身所固有的误差。造成仪器的误差是多方面的,在仪器的设计、制造和使用的各个阶段都可能产生误差,分别称为测量仪的原理误差、制造误差、运行误差。2、制造误差属于影像测量仪的制造误差的是:导向机构产生的误差、安装误差等。导向机构产生的误差对影像测量仪来说主要是机构误差中的直线运动定位误差。影像测量仪是正交坐标系测量仪器。正交坐标系测量仪有3根相互垂直的轴线即X、Y、Z三轴,有3个运动部件沿这三根轴线运动,使CCD相对于被测工件作三维直线运动。选用高质量的运动导向机构可以减少此类误差的影响。安装误差则主要在于摄像机与工作台面之间的相对关系,如图3所示。当测量平台与CCD摄像机的镜头呈现出一定的角度H时,根据几何学的知识可以得到误差计算式如下:D=L(1-cosH)如果影像测量仪的测量平台水平性能以及CCD摄像机的安装十分出色,它们之间的夹角都在范围以内,此误差非常小。淮南影像测量仪询问