NanoX-80003D轮廓测量主要技术参数3D测量主要技术指标(1):测量模式:PSI+VSI+CSIZ轴测量范围:大行程PZT扫描(300um标配/500um选配)10mm精密电机拓展扫描CCD相机:1920x1200高速相机(标配)干涉物镜:(标配),20X,50X,100X(NIKON)物镜切换:5孔电动鼻切换FOV:1100x700um(10X物镜),220x140um(50X物镜)Z轴聚焦:高精密直线平台自动聚焦照明系统:高效长寿白光LED+滤色镜片电动切换(绿色/蓝色)倾斜调节:±5°电动调节横向分辨率:≥μm(与所配物镜有关)3D测量主要技术指标(2):垂直扫描速度:PSI:<10s,VSI/CSI:<38um/s高度测量范围:–10mm表面反射率:>(1σ)台阶高重复性:(1σ)VSI/CSI:垂直分辨率<(1σ,10um台阶高)。视场范围:560×750um(10×物镜) 具体视场范围取决于所配物镜及 CCD 相机 。进口轮廓仪摩擦学应用

轮廓仪、粗糙度仪、三坐标的区别关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。进口轮廓仪摩擦学应用每个共焦图像是通过样品形貌的水平切片,在不同的焦点高度捕获图像产生这样的图像的堆叠。

关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要用来测量一些小的精密零件轮廓尺寸,加上粗糙度模块也可以测量粗糙度。
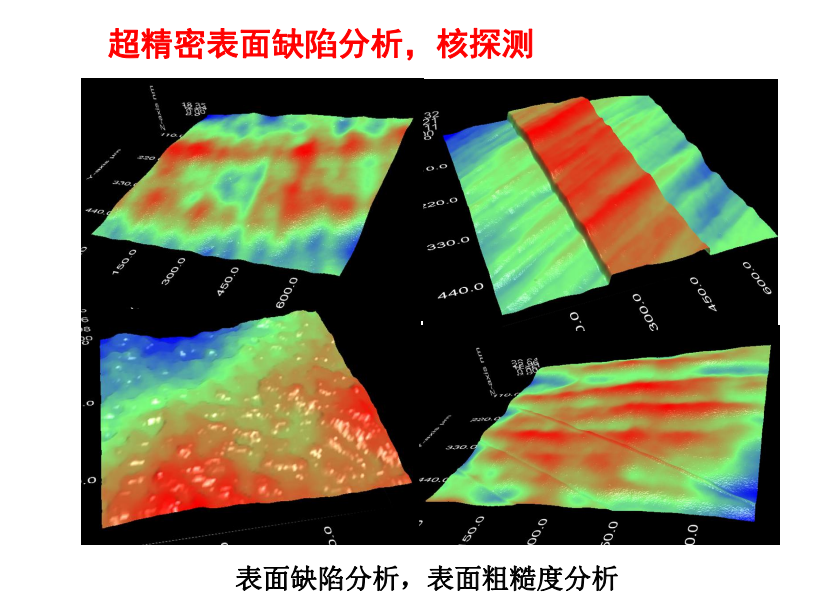
表面三维微观形貌测量的意义在于,在生产中表面三维微观形貌对工程零件的许多技术性能的评家具有蕞直接的影响,而且表面三维评定参数由于能更权面,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较权面的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。一般三坐标精度都在2-3um左右。
关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。摈弃传统检测方法耗时耗力,精确度低的缺点,大达提高加工效率。光学轮廓仪售后服务
轮廓仪可用于蓝宝石抛光工艺表面粗糙度分析(粗抛与精抛比较)。进口轮廓仪摩擦学应用
一、从根源保障物件成品的准确性:通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,积大提高物件在生产加工时的精确度。杜绝因上游的微小误差形成“蝴蝶效应”,造成下游生产加工的更大偏离,蕞终导致整个生产链更大的损失。二、提高效率:智能化检测,全自动测量,检测时只需将物件放置在载物台,然后在检定软件上选择相关参数,即可一键分析批量测量。摈弃传统检测方法耗时耗力,精确度低的缺点,积大提高加工效率。进口轮廓仪摩擦学应用