中源绿净模块化洁净室采用双层中空玻璃与隔音棉复合结构,运行时噪音控制在≤50dB,较传统洁净室降低 15dB。FFU 风机采用无刷直流电机,配合消音风道设计,大幅降低运行噪音。在精密电子组装车间,低噪音环境可减少对精密操作的干扰,提升产品组装精度;在生物实验室中,50dB 以下的噪音环境能为实验人员提供安静的工作氛围,便于观察实验现象与记录数据。在医疗行业的洁净手术室中,低噪音设计可降低患者的紧张感,同时便于医护人员沟通,提高手术效率。这种低噪音特性贯穿于产品设计、材料选择与设备配置等环节,确保在满足高洁净度要求的同时,为室内人员创造安静舒适的工作环境,适用于对环境静谧性要求高的各类场景。中源绿净模块化洁净室,空调过滤系统容尘量达 800g/m²,为 20 + 企业延长更换周期!深圳十万级洁净室源头厂家

中源绿净模块化洁净室采用 CFD 技术进行动态气流模拟设计,通过优化气流组织使湍流度控制≤15%,较传统设计提升 30% 洁净效率,确保洁净室内的污染物能被快速有效排出。在半导体封装车间中,这种优化的气流设计使晶圆表面颗粒沉降率降低至 0.01 颗 /(cm²・h),提升产品良率。气流模拟设计会根据洁净室的空间布局、设备摆放与生产流程,制定个性化的气流方案,避免出现气流死角与涡流现象。在生物医药的无菌灌装区,单向流气流设计能有效隔离操作人员与产品,防止交叉污染。食品加工洁净室的气流系统则注重温湿度均匀分布,配合智能控制系统实现调控。通过气流模拟还能优化 FFU 风机的布局与运行参数,在保证洁净效果的同时降低能耗。某电子企业的洁净室通过气流优化设计,在相同设备配置下洁净度一级,同时能耗降低 10%。这种动态气流模拟设计使模块化洁净室在不同场景下都能保持高效的洁净能力,满足各行业的洁净要求深圳十万级洁净室中源绿净为 20 + 纳米材料厂打造模块化洁净室,粒径≥0.1μm 粒子控制达标,材料纯度提升!

中源绿净为 23 家生物实验室提供洁净室解决方案,包括 P2、P3 级生物安全实验室,全部通过 CNAS 认证,项目验收周期平均缩短 15 天。生物洁净室设计 是安全防护与环境控制,P3 级实验室采用负压设计,相邻区域压差梯度≥10Pa,确保有害微生物不外泄。通风系统采用全新风系统,排风经过高效过滤器(HEPA)处理后高空排放,过滤效率达 99.99%@0.3μm。室内设置生物安全柜,柜内负压≥50Pa,操作口风速≥0.5m/s,有效隔离实验污染物。墙面采用防腐蚀瓷砖,地面采用环氧树脂自流平,可耐受强酸强碱消毒;实验台采用不锈钢材质,边缘做卷边处理,防止液体渗漏。配备双扉高压灭菌器,对实验废弃物进行彻底灭菌;设置洗消间,配备 消毒设备,确保实验器材清洁安全。环境监控系统实时监测温湿度、压差、照度等参数,异常情况自动报警并记录。
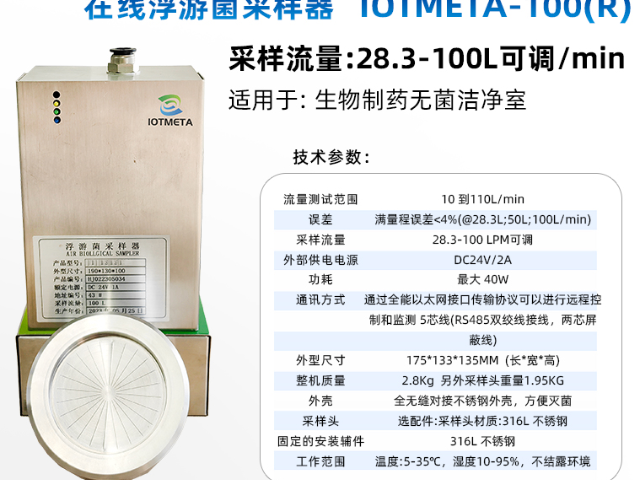
中源绿净累计完成 33 个生物制药洁净室项目,包括疫苗、抗体药物、基因工程药物等生产车间,全部通过国家药监局 GMP 认证检查。生物制药洁净室设计严格遵循欧盟 GMP 和中国 GMP 标准,洁净度等级达到 ISO 5 级,无菌灌装区采用隔离器技术,确保无菌环境。空调系统采用全新风直流式,每小时换气次数≥60 次,排风经过高效过滤器处理后排放,避免生物安全风险;设置 的 HVAC 系统,不同洁净区域的空调系统分开设置,防止交叉污染。墙面采用不锈钢板,焊接而成的无缝墙面,圆角处理,无卫生死角;地面采用聚氯乙烯卷材,热熔焊接,无缝隙,可耐受各种消毒剂清洁。人员净化通道设置多次更衣、风淋、消毒等环节,进入无菌区需穿戴无菌服、无菌手套、无菌鞋套;物料传递采用双扉灭菌柜和无菌传递窗,确保物料无菌进入。配备在线粒子监测系统、浮游菌采样器,实时监测环境微生物状况,数据可追溯,满足监管要求。中源绿净为 50 + 光伏企业建模块化洁净室,粉尘浓度控制在 0.3μm/㎡・h 以下,提升组件良率!

中源绿净模块化洁净室采用防腐蚀材料与工艺设计,在生物医药、化工等有腐蚀性物质的环境中长期稳定运行,延长设备使用寿命。围护结构采用防腐蚀洁净板,表面涂层耐化学性优异,抵御酒精、过氧化氢等消毒剂长期侵蚀;接缝处用耐腐硅酮密封胶,防止消毒剂渗入损坏结构。生物医药制剂车间中,高浓度消毒剂频繁使用易腐蚀材料,模块化洁净室通过防腐蚀设计抵御侵蚀,使用寿命延长至 15 年以上;化工行业洁净室接触各类试剂,防腐蚀设计防止材料老化与结构损坏。某生物制药企业洁净室长期使用高浓度过氧化氢灭菌后,性能指标稳定,无明显腐蚀现象,减少维护更换频率,降低长期运营成本,适用于腐蚀性环境的洁净室场景。中源绿净为 25 + 基因编辑实验室打造模块化洁净室,防气溶胶污染,实验安全性提升!深圳十级洁净室检测标准对照表
中源绿净的模块化洁净室,运行寿命达 15 年以上,为 40 + 企业降低长期更换成本!深圳十万级洁净室源头厂家
中源绿净在食品保健品洁净室领域完成 42 个项目,服务于蛋白粉、益生菌、营养补充剂等生产企业,洁净室微生物控制达标率 100%。保健品洁净室设计依据《保健食品良好生产规范》,洁净度等级根据产品特性分为 ISO 7 级和 ISO 8 级,其中益生菌发酵车间需控制温度 18-22℃,相对湿度 50-60%。车间布局采用 “从原料到成品” 的单向流设计,避免交叉污染,设置原料预处理间、发酵间、离心间、冻干间、包装间等功能区,各区之间保持 5-10Pa 的正压梯度。墙面采用防霉洁净涂料,可耐受反复清洁消毒;地面采用聚氨酯地坪,具有良好的耐磨性和防滑性。空调系统设置空气净化装置,对微生物的过滤效率≥99%;配备臭氧发生器,定期对车间进行 消毒,确保微生物菌落总数≤30CFU/m³。设置 的更衣、洗手、消毒区域,人员进入车间需经过严格的净化流程;物料进入需经过脱包、消毒处理,确保符合洁净要求。深圳十万级洁净室源头厂家